Содержание
- Подготавливаем материал и инструмент
- Важные моменты сборки трубопроводной системы
- Работа с аппаратом для сварки полипропиленовых труб
- Практический этап пайки и сборки водопровода
- Виды паяльников
- На что следует обратить внимание при покупке набора для пайки полипропиленовых труб
- Как выбрать насадку для паяльника
- Тепловая мощность и конструктивные особенности сварочного аппарата
- Несколько рекомендаций по спайке полипропиленовых труб
- Общее влияние температуры при стыковочных работах
- Как сваривать полипропиленовые трубы вручную
- Нюансы выдержки нужного теплового режима
- Режим пайки и его влияние на процесс
- Что из себя представляет коллектор
- Разновидности коллекторов
- Теплый пол: применение гребенок
- Коллектор своими руками
- Как сваривать трубы вручную?
- Какой температуры должен быть паяльник?
- Самые частые ошибки
- Таблица температур пайки для полипропиленовых труб
Подготавливаем материал и инструмент
Материал
Несмотря на то, что рынок переполнен предложениями полимерной сантехнической продукции полипропиленовые трубы разных производителей имеют схожую техническую маркировку.
Интересующие нас основные показатели – это структура материала и параметры максимального рабочего давления (PN, атм.) трубы (Таблица 1):
| Обозначение | Значение |
|---|---|
| PPR PN 10 | гомогенная, для ХВС |
| PPR PN 16 | гомогенная, для ХВС высокого давления или низкотемпературного отопления |
| PPR PN 20 | гомогенная, для ХВС и ГВС |
| PPR-Al-PPR PN 25 | с внешним алюминиевым армированием, для ХВС, ГВС, отопления |
| PPR-Gf-PPR PN 20 | со стекловолоконным армированием, для ХВС, ГВС, отопления |
| PERT-Al-PPR PN 25 | внутреннее армирование алюминием, для ХВС, ГВС, отопления |
Инструмент
Первое и самое главное средство производства коммуникаций из полимера ПП – это аппарат для сварки полипропиленовых труб, т.е. специальный паяльник. Он позволяет сращивать элементы (фитинги, трубы, фасонные детали) из термопластичного полимера. При соблюдении правил пайки соединения получаются гомогенными (однородными), ничем ни отличаясь по структуре от самого монтируемого материала.
Для трубопроводов небольших диаметров (до 63 мм) можно использовать паяльники муфтовой (раструбной) пайки. Аппараты стыковой сварки уже способны соединять трубы Ø 300 мм и более.
На заметку. Выбирая модель инструмента для монтажа квартирной разводки и стояков, можно ограничиться недорогими изделиями, способными работать в размерном ряду до Ø 40 мм.
В свою очередь они производятся двух типов – с плоской нагревательной частью и с цилиндрической. Плоские паяльники часто предлагаются в бюджетном исполнении и вполне подходят для разовых работ. Более дорогие модели с цилиндрическими нагревателями востребованы у профессионалов, так как они позволяют выполнять монтаж в труднодоступных местах (смотрите рисунок ниже).

1. Паяльник с плоским нагревателем.
2. Паяльник с цилиндрическим нагревателем.
На паяльник для полипропиленовых труб закрепляются парные насадки-матрицы, соответствующие диаметрам обрабатываемых материалов. Одна из насадок предназначена для прогрева внутренних поверхностей полимерных деталей, а вторая для внешних.
Полимерный сантехнический материал подготавливают к сварке с помощью трубореза, торцевателя-фаскоснимателя или шейвера (шабера).

Шейвер для зачистки труб из полипропилена с внешним армированием.
Труборез (ножницы) помогает быстро и качественно приводить длину трубных отрезков к требуемым величинам. Использование ножовки не рекомендуется, так как она оставляет рваные края и большое количество опилок.
На заметку. Торцеватели и шаберы могут быть рассчитаны на вращение руками или посредством дрели. Механизированный вариант подойдет для работы с большими объемами, но требует некоторых навыков от исполнителя.
Кроме того, полифузная сварка полипропиленовых труб не обходится без стандартного монтажного набора сантехника, состоящего из слесарных ключей, перфоратора, отверток, рулетки, карандаша и т.д. А работая с паяльником в тканевых перчатках, вы убережете руки от многочисленных ожогов, которые неизбежны при контакте кожи с разогретым инструментом.
Важные моменты сборки трубопроводной системы
До начала сварных работ необходимо тщательно продумать всю структуру и последовательность соединений. Неплохо подготовить эскизный набросок с указанием ключевых элементов, поворотов, тройников, компенсаторов. Так как полифузная стыковка является неразъемной, то могут возникать ситуации, когда изготовление очередного сварочного узла оказывается невозможным. Это типичный случай для пайки полипропиленовых труб в труднодоступных местах.
Учитывайте температурные деформации
При монтаже полипропиленовых сантехнических материалов следует учитывать их особое физическое свойство – заметно вытягиваться при нагреве. Из всех видов труб по величине коэффициента температурного удлинения (0,15 мм/м*К) они немного уступают только лишь полиэтилену. Поэтому пайка, в частности протяженных прямых или участков под заделку, должна осуществляться с учетом компенсаций их удлинений.
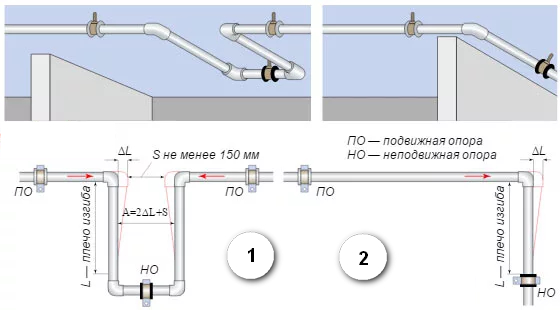
При открытой прокладке в трассы врезаются П-образные (1) или Г-образные (2) сегменты, изготавливаемые на месте либо заводские петлеобразные компенсаторы для полипропиленовых труб. Возможна также компенсация за счет поворотов в системе, при этом они должны иметь возможность свободно сдвигаться на опорах
При замоноличивании трассы укладывают в гофры или пеналы с запасом по размеру диаметра либо в упругие рукава с толстыми стенками, типа Энергофлекс.
Заметно меньшая (примерно в 3-5 раз) температурная деформация у армированных изделии, что делает их более подходящими для прокладки систем ГВС и отопления.
Важно! Отсутствие температурной компенсации приводит к значительным синусоидальным изменениям геометрии трубопроводов. Результатом могут быть вырванные крепления при отрытой прокладке, оторванная от стены плитка или штукатурка при скрытом монтаже.
Соблюдайте правила крепления инженерной конструкции
Надежная фиксация для коммуникаций из полимеров имеет еще большее значение, чем для их стальных аналогов. Шаг установки и тип опор зависят от диаметра полипропиленовых труб, а также от температуры, транспортируемой по ним жидкости. Нарушение правил крепления может приводить к провисанию трубопроводов, особенно горячих, их «подпрыгиванию» и стукам под действием пульсации давления.
Таблица 2. Рекомендуемый шаг опор для типовых горизонтальных линий квартирной разводки ХВС и ГВС, мм.
| Наружный диаметр ПП-трубы, мм | Температура воды, ºС | ||
|---|---|---|---|
| 20 | 30 | 40 | |
| 16 | 500 | 450 | 400 |
| 20 | 550 | 500 | 450 |
| 25 | 650 | 550 | 500 |
Водопроводные стояки диаметром до 32 мм можно закреплять реже. Расстояние между фиксирующими хомутами принимается не более 1000 мм. Если же диаметр стояков больше, то допускается шаг до 1500 мм.
Монтируя крепления, необходимо следить, чтобы они не препятствовали линейным деформациям полимерного материала. Предпочтительней монтаж скользящих опор. По линии жестких креплений предусматривается установка компенсаторов на полипропиленовые трубы.
Следует знать, что запорная и регулирующая арматура в системах с номинальным диаметром 40 мм обязательно закрепляется жестко. При меньших диаметрах крепления также желательны, чтобы исключить передачу нагрузок от использования сантехнических устройств на трубы.
Работа с аппаратом для сварки полипропиленовых труб
Хотя процесс монтажа водопровода из полипропиленовых труб своими руками не относится к космическим технологиям, все же нарушение некоторых его правил может доставить серьезные неприятности. Сложности могут возникнуть как на этапе сборки, так и уже после ввода коммуникаций в эксплуатацию.
Например, при слишком сильном вдавливании трубы в раструб фитинга, происходит завальцовка условного прохода водопровода. Это приводит к значительным гидравлическим потерям на бракованном участке или к полному прекращению тока жидкости. Если же не соблюдать температурные режимы пайки, то на холодном соединении не будет полноценной диффузии молекул полимера между сращиваемыми поверхностями, а на перегретом произойдет деградация формы и химической структуры материала деталей.

Заужение условного прохода трубы в следствии перегрева соединяемых деталей.
Поэтому, перед тем как паять полипропиленовые трубы, внимательно изучите инструкцию к сварочному аппарату. В ней указаны многие полезные практические нюансы монтажа.
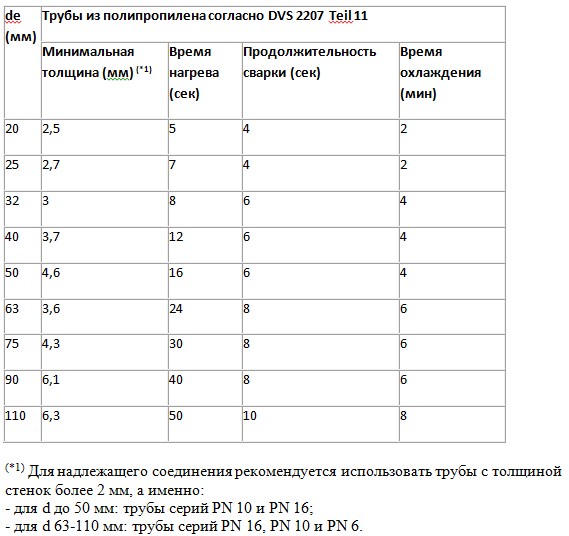
К примеру, средняя таблица временных паечных режимов для ходовых типоразмеров элементов квартирного водопровода выглядит так (Таблица 3):
| Стандартный трубный диаметр | Минимальное время разогрева материала на насадке матрице, с | Время на соединение деталей, с | Время удержания деталей для охлаждения стыка, с |
|---|---|---|---|
| 16 | 5 | 4 | 2 |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
Важно! Временные интервалы указаны из расчета температуры паяльника для полипропиленовых труб, установленной на уровне 255-265°С (не более 270°С). Они могут корректироваться в зависимости от температуры воздуха в рабочей зоне. Например, при +5°С продолжительность нагрева полипропиленовой трубы и её фитингов следует увеличить на 50%.
Для сварки пропиленовых труб большого диаметра (от 40 мм) уже может применяться профессиональное оборудование. В нем заготовки центруются, отводятся/подводятся и прижимаются с нормируемым усилием. Подобные станки для пайки полипропиленовых труб содержат специальные зажимы, электрические и гидравлические приводы, что снижает влияние человеческого фактора на соблюдении технологии процесса. Напротив, монтируя трубопроводы небольших диаметров при помощи простых паяльников следует больше уделять внимание правильности ручной центровки, глубине и усилию посадки, а также времени нагрева деталей.
Практический этап пайки и сборки водопровода
Приняв во внимание вышеуказанные рекомендации можно переходить к непосредственному монтажу водопровода или линий циркуляции теплоносителя. Считаем, что зона проведения работ уже подготовлена: старые коммуникации демонтированы, рабочее место освобождено от мусора и посторонних предметов, в непосредственной близости размещен необходимый запас материала и инструментов.
- На аппарате для сварки полипропиленовых труб устанавливаем насадки-матрицы с диаметрами соответствующими решаемым задачам. Выставляем регулятор в температуры в требуемое положение и включаем аппарат. Ожидаем 2-3 срабатываний термореле, чтобы насадки успели хорошо прогреться. Первый паечный стык лучше опробовать на специально запасенных фитингах, так как возможно потребуется корректировка температуры нагрева инструмента.
- Нарезаем трубные заготовки непосредственно под каждое их соединение. Не следует делать это заранее для всех участков системы, даже имея на руках тщательно продуманную схему с точными промерами. На практике при прокладке пластиковых водопроводных труб всегда приходится корректировать длину отдельных элементов.
- Работа с ПП-материалами от разных производителей происходит, в общем, одинаково. Может лишь потребоваться некоторая корректировка температуры пайки полипропиленовых труб из-за незначительных отличий в их тугоплавкости. Армированная алюминием продукция подлежит зачистке: шайвером от внешнего покрытия, торцевателем от внутреннего. Для улучшения качества сварного шва рекомендуется использование фаскоснимателя. Он может быть дополнительным инструментом либо совмещенным с шайвером или торцевателем.
- Следует очистить трубы на ширину сварочного пояса. Его величину можно определить по размеру рабочей части насадки матрицы или замерив посадочную глубину внутри муфтовых частей фитингов. Для очистки можно использовать чистую сухую ветошь. Дополнительное обезжиривание (спиртом, изопропанолом, специальными растворителями) позволит гарантированно получить гомогенное соединение без жировых или грязевых включений. Кроме того, обезжиривание мест под сварочный пояс позволит дольше уберечь насадки от нагара.
- Опираясь на рекомендации таблицы времени сварки (Таблица 3), труба и муфта разогреваются на насадках-матрицах. Слегка проворачивая, аккуратно снимаем детали и без задержек вставляем одну в другую. В процессе соединения полипропиленовых труб их уже не следует проворачивать. Это может вызвать неравномерное распределение пластмассы в зоне сварочного пояса, что чревато нарушением его целостности.
Виды паяльников
Сварочные паяльники для пайки полипропиленовых труб представлены обычными электрическими нагревателями, внутри них встраивается автоматический регулятор, который контролирует и регулирует температуру пайки. Главная задача паяльников для сварки, которые используются при монтировании трубопровода – поддержание на необходимом уровне температуры нагрева рабочей поверхности, а именно 260 градусов.
Паяльники для полипропиленовых трубопроводов состоят из корпуса и рукоятки. Внутри корпуса размещаются электрические детали, которые обеспечивают стабильную работу. Спереди у аппарата располагается нагреватель, к которому прикрепляются рабочие насадки. В зависимости от диаметра труб изменяются и сами насадки. Вне зависимости от вида, все устройства паяльники для полипропиленовых труб работают по одному и тому же принципу. Сначала элемент нагревает поверхность трубы до температуры, которая выставляется на терморегуляторе, затем выключается. Если не сможете выбрать утюги для пайки полипропиленовых труб, какой лучше других, помните, что показатели для различных работ меняются.
Совет! Выбранный инструмент для пайки полипропиленовых труб никак не сможет улучшить или ухудшить качество работы. Результат зависит от условий сварки и опыта. Покупка того или иного утюга-паяльника чаще всего основывается на личных предпочтениях.
В некоторых моделях паяльников для сварки полипропиленовых труб при остывании не более, чем на 5 градусов, электронная схема или термостат снова включает нагреватель до максимального разогрева. Потребителям доступны приспособления для пайки полипропиленовых труб, которые различаются по типу своего нагревательного элемента, а именно:
- паяльники для труб из полипропилена с нагревателем цилиндрической формы, насадки на нагреватель надеваются как хомут на трубу;
- паяльники с нагревателем, который выглядит как плоская плита. На плите присутствуют отверстия для крепления насадок. Из-за подобного вида паяльники могут также называться «утюгом» для пайки полипропиленовых труб.
В магазинах можно найти приборы отечественного и зарубежного производства. Но важно обращать внимание на качество и стоимость, а не только на страну-изготовителя.

Внешний вид и форма паяльника никак не влияет на качество спайки труб
На что следует обратить внимание при покупке набора для пайки полипропиленовых труб
Покупка того или иного паяльника полипропиленовых труб основывается на трех показателях:
- стоимость прибора для сварки;
- тепловая мощность паяльника;
- форма нагревательного элемента (утюг или цилиндр).
В зависимости от стоимости, выбор паяльников для полипропиленовых труб представлен в трех категориях:
- набор паяльников бюджетного сегмента – китайского и отечественного производства;
- немного выше по стоимости турецкие наборы;
- самые дорогие наборы паяльников — европейских производителей. В особенности популярны немецкие и чешские.
Прежде, чем решить, какие паяльники для полипропиленовых труб лучше, необходимо понять – для кого он приобретается.
Если необходимо собрать полипропиленовый трубопровод у себя дома – стоит обратить внимание на оборудование первого сегмента. Запас прочности деталей таких наборов справится с монтированием двух полных трубопроводных систем вне зависимости от того, цилиндр или утюг используется в качестве нагревательного элемента. Устройство просто в эксплуатации и может после использоваться при частичном монтаже или мелком ремонте (к примеру, сварка участка труб).
Совет! Если пайка трубопровода для вас — это источник дохода, а не разовая необходимость, то необходимо приобрести утюг европейского производства.
Главное отличие китайского оборудования для пайки полипропиленовых труб от чешского состоит не в надежности составляющих, а в его способности поддерживать температуру на изначально заданном уровне. Спустя некоторое время степень погрешности китайских паяльников достигает десяти градусов, из-за чего целостность шва нарушается, что нельзя визуально проверить сразу по окончании сварки.

Домашнему мастеру вполне достаточно будет модели из бюджетного ряда
Начинающему мастеру в начале своей карьеры подойдет использование прибора для пайки полипропиленовых труб от турецких производителей среднего ценового сегмента. Даже через несколько месяцев активного использования амплитуда погрешности составляет всего пару градусов. По себестоимости и итоговому качеству сварки вахтовому работнику намного выгодней купить и использовать два-три турецких паяльника, чем одно устройство немецкого производства.
Сотрудникам фирмы, постоянно занимающихся установкой и ремонтом пропиленового трубопровода, желательно купить дорогой качественный паяльник для сварки труб. Он намного дольше способен работать без отклонений в температуре пайки. Поэтому немецкая продукция признана лучшей для полипропиленовых труб.
Следуя рекомендациям, проще определить, какой выбрать паяльник для полипропиленового трубопровода.
Как выбрать насадку для паяльника
При выборе насадки на паяльник-утюг при работе с полипропиленовыми трубами необходимо обратить внимание на:
- производительность паяльника – чем она ниже, тем меньше берется диаметр для насадки;
- объем работ исполнителя. Для профессионалов не составит труда использовать при работе как 10 миллиметровые насадки, так и 110 миллиметровые. Для монтирования домашнего трубопровода своими силами могут понадобиться только три насадки – на 16 мм, 24 мм и 32 мм;
- конструктивные особенности. Самые качественные насадки изготавливаются с тефлоновым покрытием и из материалов с хорошей проводимостью тепла.
Качественное покрытие насадки обеспечит легкое снятие нагретой детали без ее прилипания и деформации.
Важно! Паяльник с малой мощностью не сможет прогреть крупногабаритную насадку. Перед покупкой необходимо убедиться, что размерный ряд насадки соответствует указанной мощности паяльника.
Даже при монтаже домашнего трубопровода не стоит экономить и приобретать некачественные насадки, так как они могут повреждать трубы при пайке, и вы потеряете часть материалов.

Приобретая дополнительные насадки для паяльника, обращайте внимание на соответствие их размера и мощности прибора
Тепловая мощность и конструктивные особенности сварочного аппарата
Высокие показатели мощности оборудования не являются показателем его качественной пайки. Необходимо определиться – какая мощность при работе будет оптимальной. Для того, чтобы выбрать паяльник с необходимой мощностью, для начала следует ознакомиться с диаметром труб, которые необходимо спаять. Чем выше диаметр трубы, тем выше необходима мощность паяльника. При покупке утюжка для пайки полипропиленовых труб не забывайте про рекомендуемую градацию:
- диаметр труб от 16 до 63 мм – мощность паяльника должна составлять 680Вт;
- диаметр труб от 16 до 75 мм – мощность паяльника должна составлять 850Вт;
- диаметр труб от 125 мм – мощность паяльника не должна быть ниже 1200Вт.
Для монтирования пропиленового трубопровода для отопления в частном доме, при диаметре самих труб в 50мм, вполне достаточно использования сварочного аппарата с мощностью на 700Вт.
Совет! При работе в труднодоступных местах необходимо работать, используя одну насадку, поэтому в таких ситуациях поможет паяльник цилиндрической формы. Такая конструкция позволит приладить насадку на самый край нагревательного элемента.
При выборе прибора не забывайте и про его вес. Так как все работы проводятся далеко не в самых комфортных условиях, паяльник необходимо держать на весу, при этом регулярно снимая и надевая на него различные детали. Руки в таком положении у новичков быстро затекают и возможность обжечься существенно возрастает. Стоит помнить об этом, тогда вопрос: «Как пользоваться паяльниками для полипропиленовых труб?» не будет вас мучить.

Чем больше диаметр труб, тем мощнее должен быть прибор для пайки
Несколько рекомендаций по спайке полипропиленовых труб
Для начала необходимо подготовить сами полипропиленовые трубы. Паяльники также нуждаются в некоторой подготовке. Для того, чтобы трубы и муфты соединялись без перекосов, на трубы наносятся отметки при помощи простого карандаша. Если фитинг был приварен с неровностями, он срезается. Вся процедура сварки начинается сначала, при помощи новых деталей.

Прежде, чем начинать пайку, нужно провести подготовительные работы
Не знаете, как пользоваться утюгами для полипропиленового трубопровода при вертикальной пайке? Работы необходимо проводить в паре – один рабочий держит трубу в изначально заданном положении, второй проводит сварочные работы. Перед каждой следующей деталью необходимо удалить с рабочей поверхности каждой насадки остатки пропилена.
Совет! При креплении ни в коем случае не нужно вращать детали – это не укрепит их, а наоборот, ослабит сварочный слой.
Сам процесс спайки полипропиленовой трубы и фитинга довольно прост, с ним может справиться каждый начинающий мастер. Следует придерживаться заданной последовательности:
- подготовка трубы к пайке – труба ровно отрезается, зачищается, при необходимости снимается часть алюминиевой фольги;
- затем включается паяльник в сеть и настраивается температура на термостате паяльника;
- на полный разогрев паяльника укажет световой индикатор;
- затем необходимо надеть трубу и пропиленовый фитинг с различных сторон на насадку для пайки;
- через несколько секунд (длительность меняется в зависимости от толщины трубы), детали аккуратно снимаются с насадки инструмента для спайки полипропиленовых труб;
- детали соединяются. Фитинг погружается в трубу до заранее прорисованной отметки.
При выполнении всех рекомендаций вы будете знать не только как выбрать паяльник для полипропиленовых труб, но и получите по окончании спайки качественный шов.
 Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Сегодня технология разводки трубопроводов из таких материалов предписывает соблюдение определенного температурного режима, а также конкретных временных значений, при выполнении сварочных работ. Если не соблюдать рекомендованные параметры, возможно появление разрыва в узловых местах, значительно ухудшиться движение водяного протока.
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.

При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.
- Температуру помещения.
- Время нагрева.
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.
Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или Изопропиловый спирт.
Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки. Глубина зачистки и ширина фаски.

На поверхности трубы отмечается глубина вставки «L1» Берется из таблицы 2. Зачистка должна обязательно соответствовать величине глубины вставки.
Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.

На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.
Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3. Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
Время нагрева, сварки и охлаждения
Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
Диапазоны температур при контактной сварке.

Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:

Нюансы выдержки нужного теплового режима
Рассчитывая будущую схему трубопровода, прикиньте, как будет происходить дальнейший монтаж. Необходимо стремиться получить минимальное расстояние между паяльным аппаратом и местом соединения.
Если расчет будет сделан неверно, а место сварки окажется в недоступном месте, приходится разогревать деталь на значительном удалении от места крепления. При этом возникают большие потери тепла, так как приходится заниматься переносом деталей, чтобы выполнить муфтовый стык. В результате таких неучтенных моментов, возникает сильное ослабление шва.
Если сделан ошибочный расчет последовательности монтажа, пайки, может возникнуть ситуация, когда будет нереально состыковать последние детали, так как устройство нагрева просто невозможно установить между деталями. Чтобы увеличить зазор, приходится деформировать определенные участки трубопроводов, позволяющие вставить устройство для пайки. Такая работа может испортить внешний вид коммуникации. Возможно появление статического напряжения некоторых районов системы.
Очень грубой ошибкой, в результате которой не удается контролировать температуру, является последовательный нагрев заготовок непосредственно перед стыком. Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Такой неправильный подход может вызвать сильное остывание детали из-за затраченного времени, необходимой для разогрева. Происходит умышленная потеря тепла. Подобная методика соединения деталей не позволяет правильно выстроить работу и процесс размягчения материала становится непредсказуемым. Пользоваться ею категорически запрещено.
Чтобы осуществлять правильный контроль над температурным режимом, необходимо учитывать несколько критериев:
1.Качество сварочного аппарата для работы с полипропиленовыми изделиями, должно позволять удерживать определенные параметры с минимальной погрешностью.
2.Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.
3.Операция должна выполняться в отапливаемом здании.
4.Прежде чем начинать сварочные работы, убедитесь, что температура соединяемых деталей примерно одинаковая.
Режим пайки и его влияние на процесс 
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
«Обратите внимание!
Излишний перегрев фитинга и трубного техизделия при сваривании становится причиной деформации деталей. Нарушается их геометрия, а во внутреннем сечении происходит наплыв валика.»
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С. Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода.

Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
|
Трубный диаметр, мм |
Время сваривания, с | Время нагревания, с | Время для охлаждения, с |
Температурный диапазон, С |
|
20 |
4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 |
259-280 |
|
32 |
4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 |
259-280 |
|
50 |
5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 |
от 259 до 280 |
|
75 |
6 | 30 | 390 |
от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
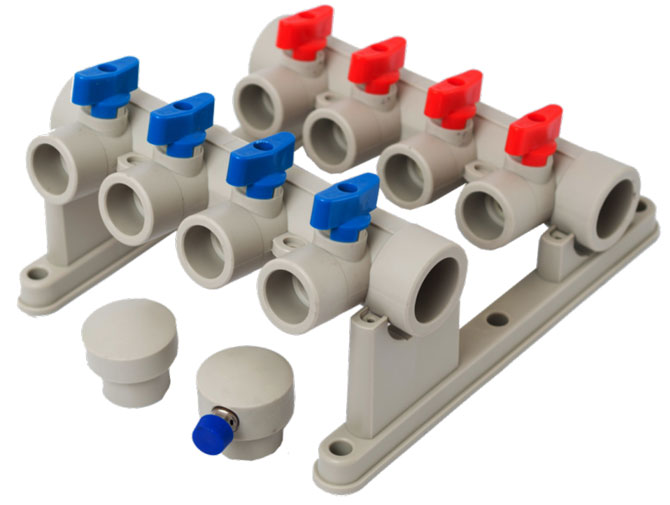
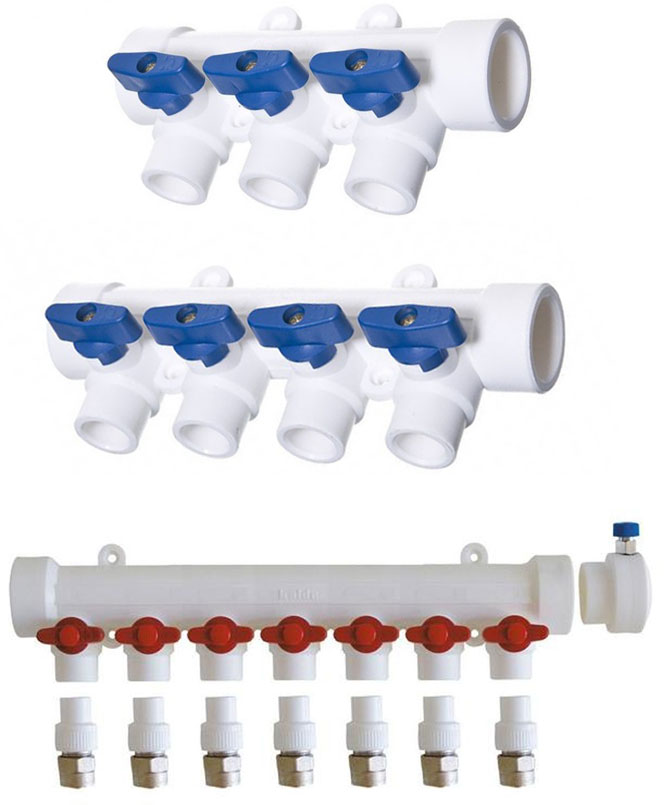
Что из себя представляет коллектор
Коллектор — это устройство для разводки жидкости, которое часто называют гребенкой, видимо из-за внешнего сходства схемы коллектора с этим предметом. В сантехнических системах предназначен для распределения воды, например, с подающей трубы на несколько кранов без потери давления.
Соответственно, если два человека, например, в ванной и на кухне воспользуются водой, давление в трубах и напор воды будет равным для обоих.
Коллектор упрощает разведение воды в разные места, можно легко сделать разводку на стиральную машину, ванну, мойку, сливной бачок. От коллектора до потребителя идет одна целевая труба без лишних разводок и спаек, что не только упрощает, но и повышает надежность системы.
В отопительных системах гребенки применяются для распределения теплоносителя по контурам, отопление обычно разбивается на участки. Например, первым контуром служит радиаторная система отопления, вторым идет теплый пол на том же этаже. При этом требуется распределить теплоноситель от нагревателя к контурам и сделать возвратную замкнутую систему.
Без коллектора такая конструкция окажется крайне сложной, потребуется гораздо больше усилий и материала, для того, чтобы реализовать отопление, будет трудоемкой в обслуживании и менее надежной в эксплуатации.
Коллектор же распределяет теплоноситель с равномерным давлением, и возвращает теплоноситель со всех контуров обратно в нагреватель. Такой метод делает замкнутую систему простой и надежной.
Это важно! Главный фактор работоспособности гребенки — входное отверстие для жидкости должно иметь диаметр равный или больший, чем выходные отверстия.
Характеристика полипропиленовых коллекторов
Полипропилен — не токсичен, при нормальной эксплуатации полностью безвреден как для пользователя, так и окружающей среды. Вредные пары материал способен выделять только при горении. Температура плавления полипропилена – 160 – 170 ºC.
Соответственно, материал без проблем выдерживает работу в отопительных системах. Но недостаток полипропилена – низкий порог температуры стеклования. При t от -10 до -20 ºC материал становится твердым и хрупким, теряет упругость. Потому, применение полипропилена на холоде нецелесообразно.
В остальном полипропилен надежный и удобный в монтировании материал, который можно достаточно гибко использовать как в сантехнике, так и в отоплении.
Важное преимущество материала — цена. Она ниже, чем на стальные трубы.
Разновидности коллекторов
Конструкция коллекторов простая, так что разделять есть смысл только по материалу, из которого изготовлены гребенки и по способу крепления труб. Конструктивно они делятся на две группы:
- Распределительный коллектор. Предназначен для распределения жидкости с общего канала к конечным потребителям, распределяя воду по отдельным каналам.
- Сборный (возвратный) коллектор. Предназначен для приема жидкости с нескольких каналов и отправления в общий канал системы.
Условно коллекторы делятся по количеству отводов, наличию запорной арматуры, размерам входных и выходных отверстий.
Эти факторы придется учесть при выборе. На большое количество контуров может понадобиться несколько коллекторов.
Типы крепления
По типу крепления элементов различают:
- С фитингами под пайку. Такой метод часто применяется для полипропиленовых труб, реже для сшитого полиэтилена.
- Евроконус. Применяется для всех типах труб и коллекторов.
- Комбинированные. Например, для входного отверстия резьба, а выходные сделаны под пайку с полипропиленовыми трубами.
Типы коллекторов и удобство монтажа
Самые удобные в монтаже гребенки из сшитого полиэтилена. Чуть менее простой в монтаже материал коллектора — полипропилен.
Монтаж полипропиленового коллектора и труб может быть сделан на основе фитингов или сварки — это эффективный и надежный метод создания стыков, но делает сложной смену определенных участков конструкции. Если труба напрямую приварена к гребенке, то в случае течи на стыке с коллектором потребуется замена всей конструкции, так что для соединения с гребенкой лучше использовать фитинги.
Предел прочности полипропилена высок как на удлинение, так и на изгиб. При нагреве можно деформировать материал и делать изгибы, но здесь нужно быть осторожным. При нагревании прочность материала падает, что увеличивает вероятность повреждения.
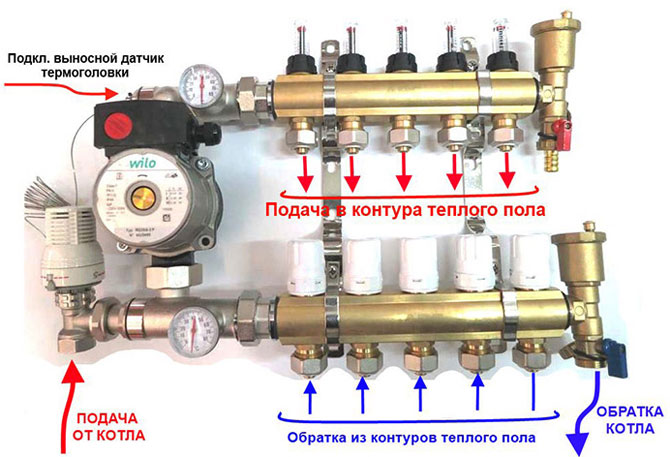
Теплый пол: применение гребенок
Теплый пол практически ничем не отличается от радиаторной система отопления. Вода с нагревателя поступает в гребенку и распределяет теплоноситель по трубам, находящимся под полом.
Коллектор для теплого пола, является не только распределительным, но и возвратным. Один отсек коллектора отвечает за распределение воды по контурам, второй предусмотрен для возврата остывшего теплоносителя.
Со сборной части гребенки вода поступает обратно в нагреватель. Обычно, именно на возвратную трубу крепится циркуляционный насос. Для постоянной циркуляции воды требуется насос, который будет создавать нужное движение воды системе.
Обратите внимание! Циркуляционный насос должен быть рассчитан на температуру теплоносителя, потому, подойдет не каждое устройство.
От гребенки проводится определенное количество труб под полом, что позволяет создать равное давление и температуру на разных участках теплого пола. Количество отводов гребенки зависит от количества контуров отопления. Чем больше контуров, тем больше нужно отводов.
Труба равномерно укладывается по всему периметру комнаты, часто применяется вариант «змейка» или «спираль».
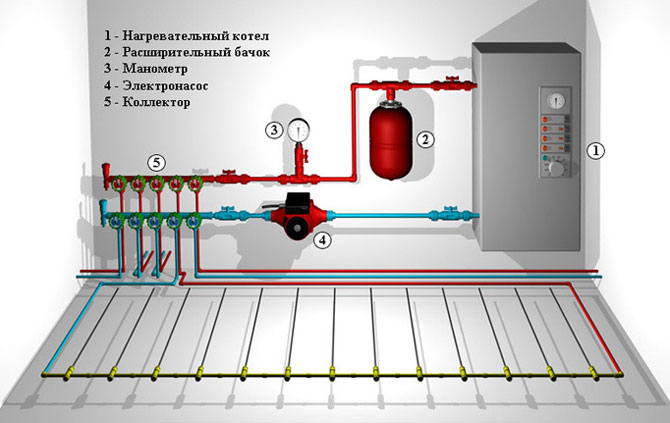
Стандартная схема теплого пола выглядит так:
- Нагревательный котел и расширительный бачок.
- Манометр.
- Распределительный коллектор.
- Трубы теплого пола.
- Циркуляционный насос.
Совокупность перечисленного оборудования позволяет обеспечить бесперебойную циркуляцию теплоносителя.
От нагревательного котла вода поступает в расширительный бачок и далее в коллектор, после чего коллектор распределяет воду по трубам, манометр отображает давление в системе.
Обратите внимание! Несмотря на простоту описания, в монтаже система довольно сложна. Требуется заранее спроектировать и точно подобрать каждый элемент отопления. От этого будет зависеть конечная эффективность.
Коллектор своими руками
Собрать собственноручно гребенку — возможность сэкономить. Устройство несложное, но для правильного функционирования требуется соблюсти ряд параметров, и подойти к изготовлению основательно.

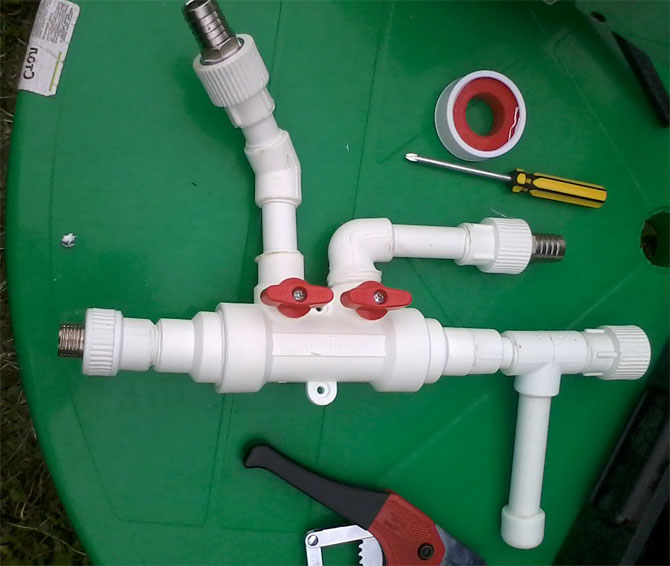
Коллектор сантехнический
Сделать коллектор из полипропилена собственноручно проще всего. Потребуется сварка, тройники, трубы разных диаметров, ножницы для резки полипропиленовых труб. В крайнем случае можно отрезать мелкозубчатой ножовкой. Количество тройников равняется количеству отходящих от коллектора труб.
- Ширина трубы по диаметру равна или превосходит суммарный диаметр всех ответвлений вместе взятых, в то же время равна диаметру подающей трубы. Если это не учесть, то в системе давление станет неравномерным.
- Трубу потребуется разрезать и на каждое ответвление сварить по тройнику. Учитывайте, тройник должен подходить по диаметру как к «гребенке», так и к ответвлениям.
- После сварки и застывания система приваривается к подающей трубе переходником.
- Система готова, если все правильно сделать, то функции коллектора будут выполняться в полном объеме.
При желании на трубы можно приварить краны, но запоры делать требуется на самих трубах. В таком случае можно перекрывать отдельные элементы системы без ущерба другим.
Отопительный коллектор
Гребенка для отопления практически не имеет конструктивных отличий. Просто требуется дополнительно сделать сборный коллектор для обеспечения циркуляции теплоносителя системы. Принцип работы абсолютно идентичен.
Гребенка может упростить сантехнические и отопительные конструкции.
Для экономии коллектор можно собрать собственноручно, но для сложных систем лучше применять коллекторы заводского производства, так как они обеспечат надежность эксплуатации.

Полипропиленовые трубы – доступный материал для построения прочных и долговечных водопроводных систем. Надежность соединения труб и фитингов напрямую зависит от правильного подбора и соблюдения режимов пайки.
Время и температура пайки полипропиленовых труб, таблица которых необходима каждому пайщику, служат основными параметрами. Они подбираются в зависимости от диаметра трубы и глубины проварки соединения. Даже небольшое отклонение от рекомендованных значений может привести к значительному снижению прочности и долговечности швов. Способность системы выдерживать рабочее давление жидкости снизится, рано или поздно в этом месте появится протечка.
Принцип действия сварочного аппарата для пропиленовых труб основан на способности материала размягчаться при нагреве. Связи между молекулами полимера при повышении температуры ослабевают. Внешне плавление выражается в повышенной пластичности. Если нагреть две сопрягаемые детали, совместить их размягченные кромки и прижать друг к другу, то подвижные части молекул из поверхностных слоев двух деталей начнут проникать друг между другом.
При остывании возникнут новые связи между молекулами полимера, и две детали образуют единое целое. Прочность материала шва после застывания будет такая же, как и основного материала. Это важное преимущество данного способа перед разъемными резьбовыми соединениями. В них между двумя деталями всегда сохраняется зазор, перекрытый тем или иным уплотнителем.
Если же температурный и временной режим сварки нарушен, то такой зазор остается в паяном соединении, причем без уплотнителя. Такой стык не способен выдерживать рабочее давление в системе, через него начинает сочиться вода, со временем он может полностью разрушиться, вызывая серьезную протечку.
Температура пайки полипропиленовых труб таблица режимов.
Недостаточный прогрев кромок или поверхностей стыка приводит к непровару. Не менее вредно и перегревать полипропилен в месте пайки. Там может возникнуть внутренний валик, снижающий эффективное сечение трубопровода. В результате снизится его пропускная способность, при открытии и закрытии кранов могут возникать гидроудары, пагубно действующие на водопроводную систему и подключенное к ней оборудование.
Для большинства марок полипропилена производители рекомендуют использовать температуру 220 — 267оС. При определении режима пайки обязательно учитываются следующие значения:
- присоединительный диаметр трубы, фитинга или элемента арматуры;
- температурный режим в здании;
- время нагрева, спайки и охлаждения.
Время нагрева обычно прямо пропорционально диаметру детали.
В случае перегрева свыше 270оС, возникает перегрев верхнего слоя и неполный прогрев внутренних слоев. При этом сверхпластичный верхний слой сдвигается, образуя сварочный валик, а внутренний слой не участвует в контакте. Толщина слоя сварки получается недостаточной, прочность соединения падает.
Как сваривать трубы вручную?
Для работы используют специальный сварочный аппарат для полипропиленовых труб. На его плоский нагревательный элемент, называемый «утюгом», крепятся парные втулки-переходники под диаметр трубы. Кромки деталей, подлежащие спайке, обрезаются ровно под 90о, с них снимается фаска, облегчающая соединение.
Далее кромки и прилегающую к ним зону в 15-20 мм очищают от пыли, стружки и других загрязнений. Для этого используют органические растворители, такие, как спирт или трихлорэтан. При выборе растворителя нужно руководствоваться указаниями производителя.
Параметры фасок и ширину зоны зачистки выбирают, исходя из диаметра соединяемых элементов.
Параметры разделки кромок и зачистки в зависимости от диаметра.
Температуру нагрева выставляют с учетом рекомендаций изготовителя и поправок на температуру в комнате. После прогрева сварочного аппарата подготовленные кромки надевают на втулки и начинают нагревать. Рекомендуется проверять фактическую температуру электронагревателя контактным термометром или пирометром.
Снаружи на отрезки трубы или фитинг наносят продольные риски. Они позволят точно, без смещения совместить элементы. После выдержки необходимого для прогрева времени обе детали снимаются с гильз-переходников и без промедления вставляются один в другой так, чтобы риски совпали.
В этом положении дается выдержка на время сварки, детали при этом должны быть надежно зафиксированы. Происходит взаимное проникновение размягченных поверхностных слоев кромок двух деталей и образование новых молекулярных связей. По истечении времени сварки соединенные элементы должны остыть естественным путем, без опускания в воду или обдува холодным воздухом. Такое воздействие приведет к тепловым деформациям и разрыву только что установившихся связей.
После завершения сварки участка трубопровода (или всей системы) проводят испытание их под рабочим давлением жидкости. Каждый стык внимательно осматривают, если наблюдаются капли воды или испарина — стык бракуется и подлежит перепайке.
Для различных сортов полимеров производители рекомендую свои диапазоны рабочих температур нагрева.
Для улучшения понимания физических явлений, происходящих при пайке, приводится временная диаграмма изменения температуры и давления прижатия деталей.
Диаграмма температуры и давления во время различных этапов сварки.
Шкала времени на диаграмме дана в нелинейном масштабе, реальное соотношение времени прижима и охлаждения можно взять из таблицы.
При проектировании трубопроводной системы следует стремиться к тому, чтобы стыки труб, арматурных элементов и фитингов находились в доступных местах. Габаритные размеры мест размещения стыков должны давать возможность установить сварочный аппарат и без существенного искривления труб завести их торцы на гильзы нагревателя.
Чем ближе к месту соединения удастся разместить сварочное оборудование, тем меньше успеет остыть нагретая кромка перед сваркой. Такое остывание во время транспортировки приводит к существенному снижению прочности и долговечности стыка.
Необходимо также продумать последовательность монтажа стыков. У неопытных проектировщиков нередка ситуация, при которой последний стык невозможно смонтировать, поскольку паяльник просто не помещается в оставшийся зазор. Приходится либо сильно изгибать трубы, создавая в них остаточные напряжения, либо разрезать их и добавлять еще один стык. Оба решения приводят к снижению общей надежности и долговечности системы.
Категорически недопустимо прогревать две детали, участвующие в создании стыка, не одновременно. При последовательном прогреве, пока прогревается вторая деталь, первая уже успевает остыть и соединение получается ослабленным либо сразу бракованным.
Опытные пайщики сформулировали следующие рекомендации:
- сварочное оборудование должно иметь качественный термостат, обеспечивающий точное задание и стабильность поддержания температуры нагрева;
- расстояние от точки сварки до аппарата должно быть не более 1 метра;
- сваривать следует проводить при комнатной температуре;
- перед соединением нужно проверить равенство температур обеих деталей.
Выполнение этих несложных правил поможет качественно паять трубы.
Какой температуры должен быть паяльник?
Температура пайки полипропиленовых водопроводных труб зависит от сорта полимера, использованного производителем для изготовления конкретной модели.
Таблица диапазонов температур для пайки труб из различных марок полпропилена.
Паяльный аппарат имеет механический или цифровой регулятор температуры нагрева. Цифровая система регулировки позволяет выставить значение с большой точностью, кроме того, индикатор может показать текущую температуру нагревателя. Опытные мастера советуют на тестовых деталях проверять фактическую температуру нагрева контактным термометром или пирометром.
Температура в комнате, где проходит пайка, также должна учитываться при подборе рабочих режимов. Например, если она близка к нулю, то снятые с нагревателя кромки успеют значительно остыть за несколько секунд, пока их подносят друг к другу и совмещают. Так же отрицательно влияет и сильный ветер. Поправка на температуру в помещении подбирается опытным путем.
По возможности следует избегать монтажа полипропилена в уличных условиях при низкой температуре и сильном ветре.
Самые частые ошибки
Начинающие пайщики часто допускают при пайке ПП труб такие типовые ошибки, как:
- Попытка сварить грязные кромки. Плохая зачистка и обезжиривание не позволят создать прочное и долговечное соединение.
- Неправильный учет толщины стенок. Он приводит к недостаточно глубокому прогреву и созданию стыка пониженной прочности.
- Несоблюдение временных параметров прогрева, спайки и охлаждения. Вреден как недогрев, так и перегрев. Несоблюдение времени прижатия не дает образоваться прочному и долговечному сварочному слою. Чрезмерно быстрое охлаждение стыка вызывает тепловые деформации.
- Вставляя отрезок трубы в отверстие фитинга, следует делать это не полностью, а оставляя зазор в один-два миллиметра. Он будет заполнен шовным материалом, в противном случае избыток его образует внутренний валик.
- Превышение усилия прижима также ведет к выдавливанию излишков грата внутрь трубы и снижению эффективного сечения.
- Неправильно подготовленное соединение. На то, чтобы соединить кромки, есть несколько секунд. Если они состыковались неправильно, нарушая общую геометрию трубопровода и ориентацию фитингов и арматуры, исправить ошибку не получится.
- Качество труб. Не следует экономить на материале или брать разные марки. Они могут иметь разный химический состав и разные температуры нагрева. Кажущаяся экономия обернется снижением срока службы системы и значительно большими дополнительными расходами.
Качественная подготовка и пайка пластиковых труб, инструкция, время нагрева и температуры нагрева — это необходимые компоненты надежного и долговечного монтажа водопроводных систем из полипропилена. Строгое следование данным из таблицы при подготовке и проведении работ позволит надежно паять трубы даже начинающим домашним мастерам.
Таблица температур пайки для полипропиленовых труб
 Чтобы устраиваемые коммуникации, выполненные из пластиковых материалов, служили долго, очень важно правильно определиться с температурой пайки полипропиленовых элементов. При устройстве разводок трубопроводов водяных магистралей и отопления на основе полипропилена очень важно в точности выдержать необходимые температурные и временные значения при проведении работ по сварке труб. Если будут допущены отклонения от рекомендованных показателей, то существует риск образования повреждения на участках соединения. Другим негативным следствием этого может стать ухудшение циркуляции жидкости по трубам.
Чтобы устраиваемые коммуникации, выполненные из пластиковых материалов, служили долго, очень важно правильно определиться с температурой пайки полипропиленовых элементов. При устройстве разводок трубопроводов водяных магистралей и отопления на основе полипропилена очень важно в точности выдержать необходимые температурные и временные значения при проведении работ по сварке труб. Если будут допущены отклонения от рекомендованных показателей, то существует риск образования повреждения на участках соединения. Другим негативным следствием этого может стать ухудшение циркуляции жидкости по трубам.
Подбор видов пайки
 При работе с трубами сечением до 63 мм чаще всего выбор останавливают на методе пайки, предусматривающем использование таких элементов, как муфты и раструбы. Примечательно, что в обоих случаях обязательным является применение такого дополнительного компонента, как муфты. Если соединяемые элементы превышают в диаметре 63 мм, то чаще всего используют стыковой метод.
При работе с трубами сечением до 63 мм чаще всего выбор останавливают на методе пайки, предусматривающем использование таких элементов, как муфты и раструбы. Примечательно, что в обоих случаях обязательным является применение такого дополнительного компонента, как муфты. Если соединяемые элементы превышают в диаметре 63 мм, то чаще всего используют стыковой метод.
Если значение диаметра не превышает 40 мм, то такие трубы сваривают с применением электросварочного портативного агрегата. Если сечение конструкции превышает 49 мм, то работы по соединению элементов проводят с применением прибора, имеющего центрическую конструкцию.
При соединении полимерных элементов применяют метод нагрева, осуществляемый при помощи насадок сварного агрегата.
Если выбор был остановлен на раструбном методе, то вначале необходимо провести подготовительные мероприятия:
-
 Необходимо взять электропаяльник, с помощью которого будут свариваться диэлектрические трубы, и разместить его на гладкой поверхности. Далее в нём необходимо зафиксировать вставные нагреватели подходящего размера, используя специальные ключи. Следует позаботиться о наличии в агрегате соответствующих насадок до того, как приступить к его нагреву;
Необходимо взять электропаяльник, с помощью которого будут свариваться диэлектрические трубы, и разместить его на гладкой поверхности. Далее в нём необходимо зафиксировать вставные нагреватели подходящего размера, используя специальные ключи. Следует позаботиться о наличии в агрегате соответствующих насадок до того, как приступить к его нагреву; - Начинают настраивать аппарат путем выбора подходящей температуры для соединения полипропиленовых труб.
Недопустимым считается, если при соединении электрических изделий температура наружного воздуха не соответствует оптимальному режиму. Этому моменту необходимо уделить особое внимание. Если в летний период и на улице наблюдается сильный зной, то необходимо снизить продолжительность нагрева компонентов. В обратной ситуации, когда температура наружного воздуха является пониженной, то нагревать соединяемые элементы следует дольше обычного. Чтобы определиться с подходящей температурой для сварки труб, важно принимать во внимание все нюансы.
К первой сварке приступают по истечении 5 минут с момента, когда сварочный агрегат был включён для разогрева. В то же время, когда очередной процесс сварки с использованием электросварочного агрегата будет завершён, необходимо удалить с его рабочих поверхностей частицы пластика.
Влияние температуры на процесс муфтовой стыковки ПП труб и фитингов
Если говорить об особенностях соединения полипропиленовых труб, то обязательной процедурой, которая предваряет пайку, является нагрев элементов до определенной температуры. Соблюдение этого условия позволяет придать пластическим массам стыкуемых элементов достаточную эластичность. Закончив работу по пайке полипропиленовых труб, можно наблюдать такое явление, как диффузия молекул полипропилена. Иными словами, структура сваренных элементов изменяется на молекулярном уровне, поэтому после отвердевания материала пластические массы на участке стыка обретают крепкие связи.
Выбранный температурный режим является одним из ключевых факторов, от которого зависит прочность соединяемых поверхностей полипропиленовых труб. Если температура нагрева оказалась недостаточной, что чаще всего это заканчивается тем, что в процессе пайки не удается обеспечить достаточный диффузионный процесс. В результате молекулы тела трубы и фитинги не состоянии добраться до сопрягаемых участков, что негативным образом сказывается на качестве соединения. Под воздействием нагрузок пайка разрушается или же через короткий промежуток времени в используемой конструкции наблюдается течь.
Если же соединяемые элементы будут перекрыты, то можно столкнуться с критической деформацией тела элементов. На фоне этого сваренные детали лишаются своей геометрии или может образоваться наплыв чрезмерного валика во внутреннем сечении. Следствием этого становится уменьшение диаметра внутреннего отверстия изделия на участке сварки.
Особенности подбора температуры
 При работе с полипропиленовыми трубами важно в области стыковки обеспечить нагрев до уровня 255-265 градусов Цельсия. При выборе температурного режима необходимо обращать внимание и на ряд дополнительных параметров:
При работе с полипропиленовыми трубами важно в области стыковки обеспечить нагрев до уровня 255-265 градусов Цельсия. При выборе температурного режима необходимо обращать внимание и на ряд дополнительных параметров:
- диаметр;
- температура окружающей среды;
- продолжительность нагрева.
На практике удается наблюдать прямую зависимость между диаметром соединяемых элементов и продолжительностью их разогрева.
Особое внимание необходимо уделять увеличению температуры наружного воздуха. Это связано с тем, что при проведении монтажных работ обязательно образуются небольшие перерывы, связанные с необходимостью извлечения элементов от нагревательного сварочного агрегата и выполнения их муфтовой стыковки. Чтобы свести к минимуму эффект, вызываемый остыванием при низких температурах изделия, желательно подвергать конструкции из полипропилена нагреву в течение более длительного времени. В качестве рекомендуемого промежутка следует выбирать 2-3 секунды, причем в отдельных случаях этот вопрос решается опытным путем.
Также необходимо быть очень осторожным при выборе для нагревательного устройства температурного режима выше отметки 270 градусов Цельсия на фоне относительно небольшого периода нагрева. При пайке полипропиленовых труб с такими параметрами возникает риск того, что верхние слои материала буквально через мгновение разогреются до высоких температур, а при этом основное тело будет прогрето недостаточно. Выполнение стыковки в подобных условиях может привести к образованию чересчур тонкой прозрачной пленки.
Инструкции нагрева, значение времени воздействия
Решая вопрос с параметрами нагрева соединяемых полипропиленовых труб, необходимо обращать внимание на диаметры деталей, которые можно узнать из соответствующей таблицы. Причем в зависимости от того, какие размеры имеет полипропиленовая труба, необходимо менять продолжительность нагрева, оставляя неизменной заранее выбранную температуру на нагревательном элементе. Чтобы обеспечить высокую надежность муфтового стыка, необходимо соблюдать следующие критерии:
- продолжительность нагрева;
- время, в течение которого должен быть зафиксирован стык;
- продолжительность паузы, по истечении которой допускается продолжить операцию по сварке соединяемых элементов.
Факторы, способные повлиять на качество работ
 Среди нюансов, которые необходимо учитывать при создании сварного соединения полипропиленовых труб, следует выделить необходимость изготовления сварочного пояса, который должен иметь оптимальную длину. Чаще всего он имеет тот же размер, что и глубина цилиндрических насадок, которые используются на нагревательном элементе сварочного оборудования. Чтобы обеспечить необходимый размер стыка, необходимо основательно закрепить полипропиленовую трубу на теле элемента.
Среди нюансов, которые необходимо учитывать при создании сварного соединения полипропиленовых труб, следует выделить необходимость изготовления сварочного пояса, который должен иметь оптимальную длину. Чаще всего он имеет тот же размер, что и глубина цилиндрических насадок, которые используются на нагревательном элементе сварочного оборудования. Чтобы обеспечить необходимый размер стыка, необходимо основательно закрепить полипропиленовую трубу на теле элемента.
В тех случаях, когда сварка выполняется в условиях отрицательных температур, желательно использовать теплый материал, для чего его перед проведением работ следует подержать в теплом помещении в течение некоторого времени.
Перед проведением работ сварочный агрегат необходимо прогреть до температуры 283 градусов Цельсия, причем точный режим определяется с учетом температуры окружающей среды. Действуя подобным образом, можно предотвратить возникновение значительных потерь тепла в момент, когда соединяемый элемент будет доставляться от аппарата к участку, где должно быть выполнено соединение. Для определения оптимальной величины нагрева и его продолжительности проводят предварительный нагрев, каждый раз корректируя указанные показатели на одну — две секунды.
Некоторые особенности выдержки теплового режима
 Во время разработки проекта полипропиленового трубопровода нужно учесть особенности последующего пошагового монтажа. Нежелательно размещать сварочное оборудование слишком далеко от места, где будет создаваться соединение с участием нагреваемых элементов. В некоторых случаях могут быть допущены ошибки, из-за которых сложно обеспечить непосредственный доступ к месту сварки.
Во время разработки проекта полипропиленового трубопровода нужно учесть особенности последующего пошагового монтажа. Нежелательно размещать сварочное оборудование слишком далеко от места, где будет создаваться соединение с участием нагреваемых элементов. В некоторых случаях могут быть допущены ошибки, из-за которых сложно обеспечить непосредственный доступ к месту сварки.
В подобном случае не остается ничего другого, как производить нагрев элементов на большом расстоянии от аппарата. Все это приводит к появлению потерь тепла в тот момент, когда свариваемые элементы доставляются к месту их соединения, где приходится тратить время на точное размещение на участке муфтового стыка. Если пренебречь этими нюансами, то часто не удается обеспечить достаточную прочность шву.
Если сварка будет осуществляться не в том порядке, то следствием этого станет невозможность создания завершающего стыка. Подобное может случиться из-за того, что между элементами недостаточно пространства, чтобы вставить туда нагревательный элемент. В подобных ситуациях следует избегать деформации места на трубопроводе, чтобы добиться большей ширины зазора. Решив создать более удобные условия для размещения аппарата на участке будущего стыка, можно ухудшить привлекательный вид коммуникаций, а вдобавок к этому есть вероятность возникновения статического напряжения отдельных участков системы.
Заключение
Процесс сварки полипропиленовых труб предусматривает множество нюансов, среди которых одним из главных является правильный выбор температуры нагрева свариваемых элементов. Необходимо помнить, что продолжительность нагрева может не только повлиять на качество соединения, но и изменить внешний вид самой инженерной системы. По этой причине важно уделить внимание всем особенностям, которые должны быть учтены при проведении пайки элементов трубопровода.
Причем выбранная температура зависит не только от размеров свариваемых элементов, но и от условий, в которых будут выполняться работы по пайке изделий. Пренебрежение одним и тем более несколькими нюансами может негативно повлиять на работы всей системы. Причем в некоторых случаях это может даже привести к появлению аварийных ситуаций.
Таблица температур пайки для полипропиленовых труб: варианты пайки и правила выбора температуры
Таблица температур пайки для полипропиленовых труб: какие схемы пайки можно применять, как подобрать оптимальную температуру и создать прочное соединение.