Содержание
- В чем сложность сгибания профильных труб
- Принцип использования трубогиба
- Можно ли согнуть трубу в домашних условиях
- Альтернативные способы сгибания
- Необходимые приспособления
- В чем заключается сложность гибки профильного проката
- Необходимость учета профиля
- Особенности наиболее популярных методов гибки труб
- Гибка профтруб с предварительным нагревом
- Как согнуть трубу без предварительного нагрева
- Приспособления для гибки труб
- Как согнуть профильную трубу в домашних условиях без трубогиба
- Теперь рассмотрим как гнуть трубу уже с помощью трубогиба
- Методы гибки профильных труб
- Как осуществляется гибка трубы по радиусу
- Как сделать ручной станок для гибки по чертежам своими руками
- Рекомендации и возможные ошибки
- Виды станков для гибки профильной трубы
- Изготавливаем гидравлический трубогиб
- Прокатный трубогиб своими руками
- Как изогнуть профильную трубу простым способом?
В чем сложность сгибания профильных труб
Вне зависимости от формы профиля трубы, суть процесса гибки состоит в придании изделию частичного, либо полного изгиба. Достичь этого можно только прикладыванием определенного внешнего воздействия – исключительно давления или совокупности нагрева и давления.

С точки зрения физики, в процессе изгиба на профильную трубу воздействуют одновременно две разнонаправленные силы:
- Сила растяжения. Проявляется с внешней стороны изгиба.
- Сила сжатия. Направлена на внутреннюю часть изгибаемого участка.
Противоположная направленность этих сил как раз и отвечает за некоторые сложности, часто возникающие в процессе сгибания труб:
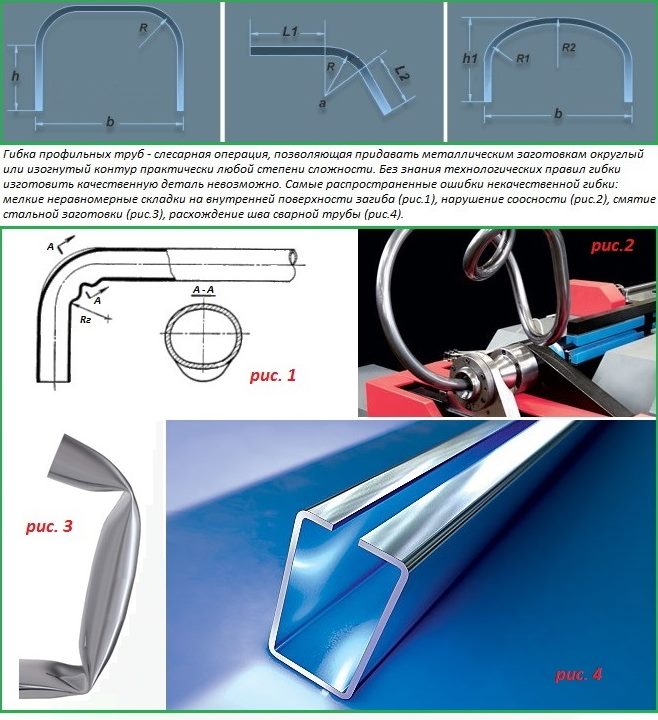
- Различные участки трубы в зоне изгиба могут неодинаково изменять форму, что неизбежно будет приводить к нарушению их соосности.
- Стенка трубы с внешней стороны изгиба при сильном растяжении может утратить прочность или даже лопнуть.
- На внутренней стороне изгиба, напротив, в процессе сжатия часто образуются складки.

Чтобы избежать этих неприятностей, и не получить вместо ровно изогнутой трубы смятую металлическую поверхность, стоит непременно учитывать тип материала и многочисленные геометрические параметры изделия: толщину стенок, диаметр сечения, радиус изгиба. Знание этих характеристик позволит подобрать оптимальный способ сгиба.
Обратите внимание! Специалисты утверждают, что профильные трубы с толщиной стенок менее 2 мм лучше не гнуть. Прочность в местах сгиба будет достаточно низкой, даже при идеальном соблюдении технологии. Для таких труб лучше предпочесть сварные соединения.
Принцип использования трубогиба
Согнуть профильную трубу (особенно это касается изделий крупного диаметра) своими руками далеко не всегда представляется возможным. Для этих целей существуют специальные устройства – трубогибы. Стандартный трубогиб оборудован ведущим колесом, которое, перемещаясь вдоль одной из граней, аккуратно сгибает отрезок трубы в необходимом направлении.

Трубогибы бывают двух видов:
- Ручные. Колесо устройства приводится в действие вручную, посредством специальной рукоятки. Хорошо подходят для труб с небольшой площадью сечения.
- Электрические. Использование таких устройств оправдано в тех случаях, когда объем работ достаточно велик, а сами трубы обладают при этом солидными габаритами. Аппарат включается в стандартную сеть электропитания, а перемещение колеса осуществляется посредством электропривода. Позволяет получать более ровные изделия при ощутимой экономии времени.
Если работы носят однократный характер, покупка собственного трубогиба может оказаться нерентабельной. В таком случае стоит подумать о взятии устройства в аренду, либо рассмотреть один из альтернативных способов сгибания.
Можно ли согнуть трубу в домашних условиях
Если труба имеет не самые большие габариты, а точность изгиба не является критическим параметром, произвести цикл необходимых работ возможно в домашних условиях.
Разумеется, будет лучше, если для этих работ найдется отдельное помещение, оборудованное верстаком, тисками и прочими необходимыми инструментами. Кроме того, в процессе работы скорее всего придется использовать болгарку, сварочный аппарат или источник открытого огня. Согласитесь, частный дом или квартира мало для этого подходят.
Еще один важный совет. Металл – достаточно упругий материал, который после любой деформации будет стремиться вернуть себе прежнюю форму. По этой причине сгибать трубу следует на немного больший, чем предусматривает проект, угол. Металл вернется на несколько градусов обратно, и мы получим в точности такой радиус сгиба, на который рассчитывали изначально.

Для облегчения процедуры сгибания соответствующий участок трубы можно предварительно разогреть. Раскаленный металл становится более пластичным и податливым, что значительно облегчает процесс. Для прогрева чаще всего используют:
- газовую горелку,
- паяльную лампу.
Труба тщательно прогревается на месте будущего сгиба (протяженность места нагрева принимается равной шести диаметрам трубы).
Стоит помнить, что многократные циклы сильного нагрева и остывания неизбежно делают металл более хрупким.
Альтернативные способы сгибания
К счастью, для сгибания труб вовсе не обязательно иметь под рукой специальное оборудование. Народная смекалка уже давно изобрела не один способ добиться желаемого результата без использования трубогиба.
Используем болгарку
На участке, где требуется сделать загиб трубы при помощи болгарки делается несколько поперечных распилов. Чем меньше должен быть радиус изгиба, тем большее количество распилов понадобится. В большинстве случаев достаточно трех. Далее, профильная труба без особых усилий сгибается, а места пропилов завариваются при помощи сварки.
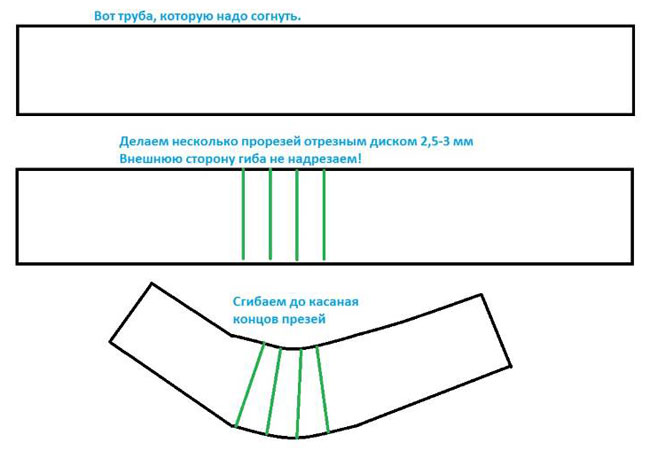
Если заваренные участки аккуратно зашлифовать, то полученное изделие будет выглядеть очень достойно. Никаких складок или сильной потери прочности на месте сгиба не возникнет. А вот идеальной округлости такой способ не даст, ведь загиб будет состоять из нескольких прямых участков, расположенных под углом друг к другу.

Способ с применением пружины
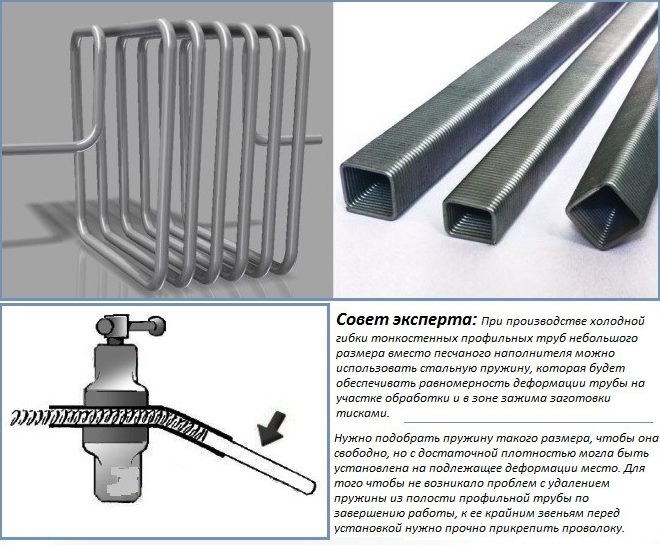
Для изготовления пружины понадобится стальная проволока сечением 2 мм. Проволока загибается по форме профиля с таким расчетом, чтобы сторона каждого сегмента была на несколько миллиметров меньше, чем соответствующая сторона профиля трубы и могла свободно перемещаться по ее внутренней протяженности.
Далее, пружина просто вставляется в трубу, и сгибается до необходимого радиуса. Для облегчения процедуры сгиба участок трубы можно разогреть.
Обратите внимание! Чтобы не возникло проблем с удалением пружины из полости профильной трубы после процедуры сгибания, к ближайшему ее концу следует надежно прикрепить кусок проволоки.
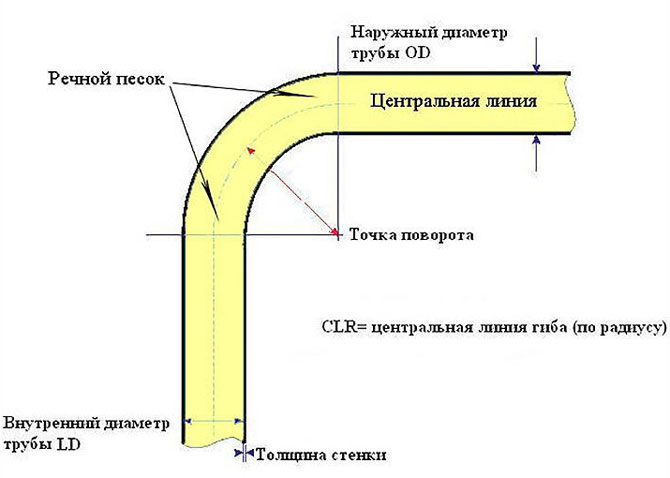
Заполняем трубу песком
Этот способ поражает простотой и эффективностью, ведь все необходимые материалы в буквальном смысле лежат под ногами:
- Предварительно подготавливаем два деревянных клинышка, которые смогут плотно закрыть полость трубы.
- Деревянный клин плотно забиваем в конец трубы.
- Заполняем трубу песком, предварительно просеянным и просушенным.
- Вбиваем второй клин.
Далее, один из концов трубы фиксируется и производится сгибание. Для облегчения процедуры участок трубы также можно нагреть. По окончании работ клинья удаляются, а песок высыпается.

Использование плотной песчаной подушки поможет предотвратить деформации, обеспечив ровный и прочный сгиб.
Поможет обыкновенная вода
Один конец профильной трубы закрывается заглушкой, после чего в полость заливается вода. Непременное условие – наличие отрицательной температуры, достаточной для замерзания жидкости. После замерзания воды труба без особых проблем согнется, а место сгиба будет красивым и прочным.
Это важно! Метод подходит для труб из цветных металлов, не подверженных коррозии.
Необходимые приспособления
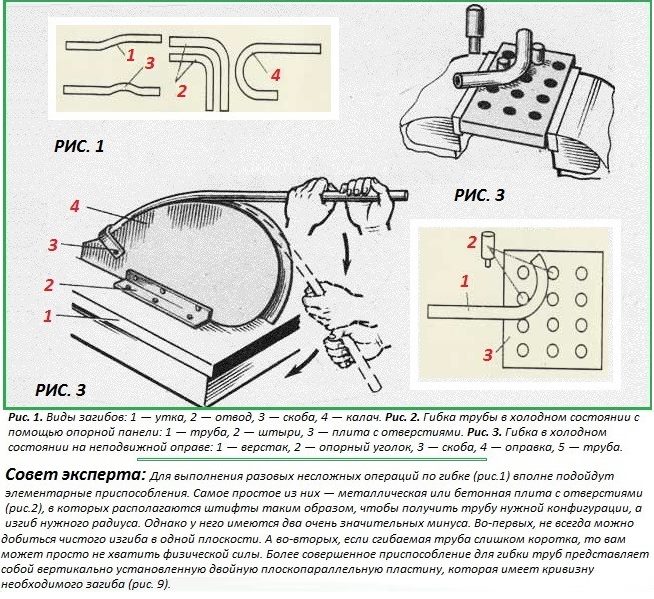
Чтобы выполнить работы по сгибанию профильной трубы без использования специального трубогиба, понадобится одно из этих простейших приспособлений:
- Элементарный рычаг с шаблоном.
- Горизонтальная плита с несколькими отверстиями, в которых устроены металлические упоры соответствующего диаметра. Устройство хорошо подойдет для труб из мягких металлов, либо изделий с малой высотой профиля (не более 10 мм). Филигранной точности здесь добиться не получится. Кроме того, может потребоваться приложение значительных физических усилий.
- Роликовые приспособления. Один конец надежно закрепляется в тисках, а к месту сгиба прикладывается ролик, который при соответствующем физическом воздействии обеспечит ровный сгиб необходимого радиуса.
- Специальная оправка. Приспособление представляет своего рода шаблон из толстой фанеры или дерева. Прикладывая усилия, трубу можно наложить на оправку, сообщив ей ее радиус изгиба. Устройство будет полезным при необходимости часто производить работы по сгибанию профильных труб.
В чем заключается сложность гибки профильного проката
Суть гибки металлического проката вне зависимости от формы его профиля состоит в том, что профильным трубам придается частичный или полный изгиб. Выполняют такую технологическую операцию двумя способами: воздействуя на изгибаемую трубу только давлением или дополнительно нагревая участок трубы, в области которого выполняется изгиб. В ходе выполнения изгиба на металлическую трубу одновременно действуют две силы:
- сила сжатия (с внутренней части изгиба);
- сила растяжения (с внешней части изгибаемого участка).
Именно воздействие таких разнонаправленных сил вызывает сложности, характерные для процесса гибки любых профильных труб.
- Сегменты материала трубы, которая в процессе гибки изменяет свою форму, могут утратить соосность своего расположения, что приводит к тому, что отдельные участки трубы будут располагаться в разных плоскостях;
- Стенка профтрубы, расположенная с внешней стороны изгиба и подвергаемая растяжению, может не выдержать нагрузки и лопнуть.
- Внутренняя стенка трубы, подвергаемая сжатию, может покрыться складками, которые напоминают гофру.
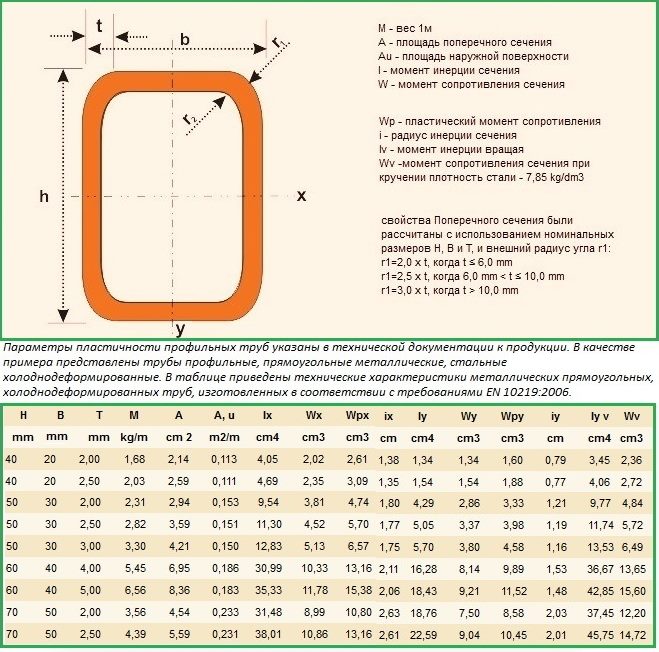
Технические характеристики профильных трукб
Если не учитывать тонкости такого технологического процесса, то вместо того, чтобы согнуть профильную трубу, можно просто смять изделие, безвозвратно испортив его.
Чтобы такого не произошло, необходимо учитывать не только характеристики материала трубы, но и ее геометрические параметры – размеры сечения, толщину стенок, радиус, на который необходимо выполнить изгиб. Знание перечисленного позволит выбрать подходящую технологию и согнуть профтрубу правильно, не смяв ее и не получив гофрированную поверхность.
Необходимость учета профиля
К категории профильного трубопроката причисляются изделия, имеющие различную форму поперечного сечения – круглую, квадратную, овальную или плоскоовальную. Несмотря на такое разнообразие, для возведения теплицы или навеса преимущественно используют прямоугольные или квадратные трубы. Это связано с тем, что на их плоских стенках намного легче смонтировать внешнее покрытие.
Ассортимент современных профильных труб отличается большим разнообразием. Их геометрические параметры, основными из которых являются площадь поперечного сечения и толщина стенки, определяют пластические возможности изделия. Последние характеризует такой показатель, как минимально допустимый радиус закругления. Именно данный параметр позволяет определить, на какой минимальный радиус можно согнуть профтрубу, чтобы она не подверглась повреждению.
Избегайте типичных ошибок, приводящих к порче заготовок
Чтобы определить такой параметр трубы с квадратным или прямоугольным профилем, как минимальный радиус сгибания, достаточно знать высоту ее профиля. Если вы собираетесь согнуть профильную трубу с поперечным сечением в виде прямоугольника или квадрата, следует придерживаться следующих рекомендаций.
- Трубы, высота профиля которых не превышает 20 мм, можно гнуть на участках, длина которых превышает величину, равную 2,5хh (h – высота профиля).
- Изделия, высота профиля которых превышает 20 мм, можно успешно сгибать на участках, длина которых соответствует 3,5хh и более.
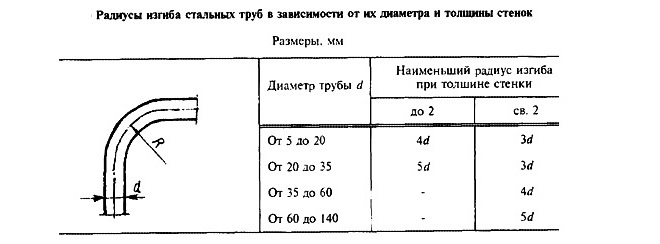
Минимальные радиусы изгиба стальных труб
Такие рекомендации пригодятся тем, кто своими руками собирается согнуть профильные трубы для того, чтобы изготовить из них стеллажи, навесы и различные рамные конструкции. При этом, однако, следует иметь в виду, что на возможность качественного сгибания труб оказывает влияние и толщина их стенки. Изделия, толщина стенки которых меньше 2 мм, лучше вообще не гнуть, а при необходимости создания конструкций из них использовать сварные соединения.
В домашних условиях согнуть профтрубы, которые изготовлены из углеродистых или низколегированных сталей, можно только с учетом определенных нюансов. Такие трубы после гибки могут отпружинивать и возвращаться в исходное состояние, поэтому готовые конструкции необходимо повторно подгонять по шаблону. Величину отпружинивания характеризует такой параметр профильных труб, как пластический момент сопротивления – Wp. Данный параметр указывается в сопроводительной документации (чем он ниже, тем меньше будут отпружинивать профтрубы в процессе их гибки).
Особенности наиболее популярных методов гибки труб
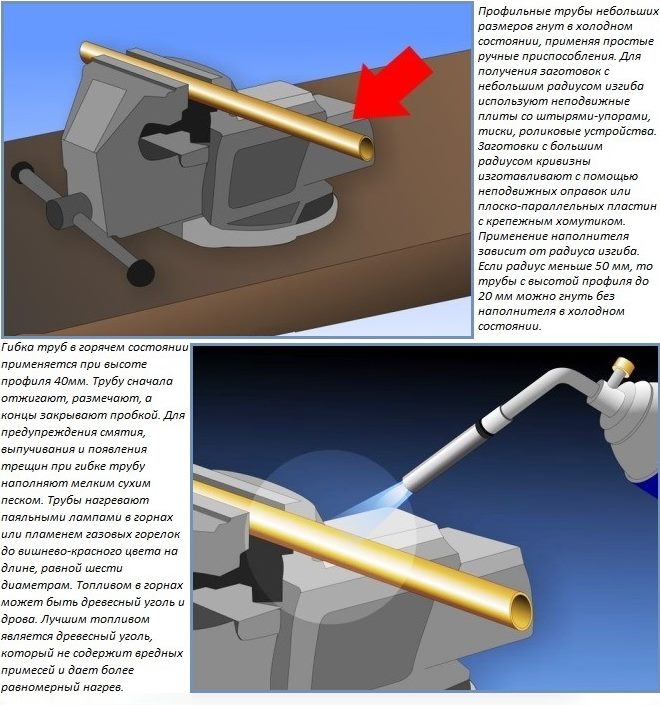
В производственных или домашних условиях профтрубы гнут как с нагревом, так и в холодном состоянии. Нагрев, который производят при помощи газовой горелки, значительно повышает пластичность металла, благодаря чему для изгиба требуется прилагать меньше усилий. Трубы небольшого сечения можно согнуть и без нагрева, поскольку они и так отличаются хорошей пластичностью.
Нормативные рекомендации относительно использования нагрева имеются только для изделий круглого сечения. Так, нагревать перед гибкой рекомендуется трубы, диаметр сечения которых превышает 10 см. В тех случаях, когда согнуть необходимо квадратные или прямоугольные трубы, ориентироваться стоит на собственный опыт или советы других домашних мастеров.
- Без предварительного нагрева гнут трубы, высота профиля которых не превышает 10 мм.
- Если высота профиля труб превышает 40 мм, их обязательно следует нагревать перед гибкой.
Перед началом работ определитесь со способом гибки
Если в вашем распоряжении имеется трубогиб, с его помощью вы легко справитесь с задачей холодной гибки труб, высота профиля которых находится в интервале 10–40 мм. При отсутствии такого приспособления необходимо решать вопрос о том, как согнуть трубу без трубогиба, предварительно проведя несложные испытания. Они помогут вам определить, следует нагревать профтрубу перед гибкой или нет. Проводятся эти испытания следующим образом. Один конец трубы зажимается в тиски, а на второй надевается труба с большим размером внутреннего сечения. Если при помощи такого плеча удается согнуть зажатую в тиски трубу, можно выполнять этот процесс без предварительного нагрева.
Гибку труб по различным методикам хорошо демонстрирует обучающее видео, однако не будет лишним предварительно изучить этот процесс во всех подробностях.
Гибка профтруб с предварительным нагревом
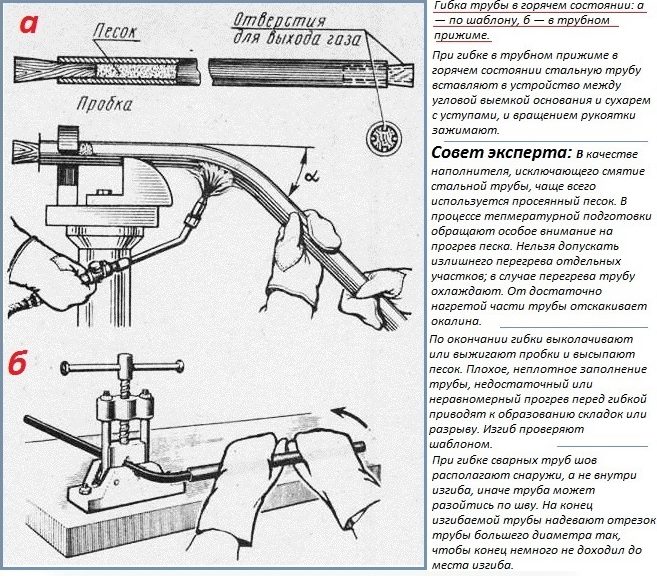
Чтобы своими руками согнуть профильную трубу горячим методом, необходимо предварительно заполнить ее песком. Это позволит сделать изгиб более качественным и равномерным. Поскольку вам придется иметь дело с горячим металлом, все работы следует выполнять в плотных брезентовых рукавицах. Сама гибка, с реализацией которой можно ознакомиться по видео, выполняется в следующей последовательности.
- Оба конца профильной трубы необходимо закрыть заглушками, которые изготавливаются из деревянных брусков. Длина таких заглушек должна быть в 10 раз больше ширины их основания, которое, в свою очередь, должно иметь площадь, в два раза превышающую площадь отверстия в трубе, закрываемого с их помощью.
- После подгонки заглушек под внутреннее сечение трубы на одной из них выполняется 4 продольных паза, которые необходимы для выведения газа, скапливающегося в трубе при нагревании заполняющего ее песка.
- Участок профтрубы, который вы планируете согнуть, требуется предварительно отжечь.
- В качестве наполнителя для трубы надо использовать песок средней зернистости. Если нет очищенного строительного песка, можно взять любой, даже из детской песочницы, но его следует соответствующим образом подготовить. Так, песок сначала просеивают через сито с размерами ячейки 2–2,5 мм, чтобы удалить из него гравий и мелкие камешки, а окончательное просеивание выполняют на сите с размерами ячейки 0,7 мм. Окончательное просеивание необходимо для того, чтобы удалить из песка пылевые включения, которые могут спечься при нагревании.
- Подготовленный песок необходимо прокалить при температуре 150 градусов Цельсия.
- Перед набивкой песком один конец трубы закрывают заглушкой, на которой нет газоотводных каналов. Во второй конец вставляется воронка, через которую порционно засыпают подготовленный песок. Чтобы песок равномерно и плотно заполнял всю внутреннюю полость трубы, при его засыпании необходимо постукивать по стенкам изделия, используя для этого деревянную или резиновую киянку.
- После полного заполнения трубы песком ее второй конец также закрывают заглушкой.
- Участок, который будет нагреваться для дальнейшего сгибания, необходимо отметить мелом.
- Трубу нужно закрепить в тисках с шаблоном или в трубном зажиме. При этом важно, чтобы сварной шов, если он есть на поверхности изделия, оказался сбоку. Придерживаться этого требования надо потому, что сварной шов нежелательно подвергать сжатию или растяжению.
- Участок трубы, предварительно отмеченный мелом, нагревают докрасна при помощи газовой горелки. После полного прогрева трубу аккуратно, не совершая резких движений, сгибают в один прием, прикладывая усилия строго в вертикальной или горизонтальной плоскости.
- После остывания согнутой трубы полученный результат сравнивают с шаблоном. Если все нормально, то из концов изделия удаляют пробки и высыпают песок.
Правильная технология ручной гибки «на горячую»
Данный метод, который несложно реализовать и в домашних условиях, лучше всего использовать в тех случаях, когда на профтрубе надо сформировать единичный угловой изгиб. Многократный нагрев металла может привести к потере его прочности, а избежать этого невозможно, если вы гнете трубу для ее использования в качестве элемента арочной конструкции.
Как согнуть трубу без предварительного нагрева
Самому согнуть профильную трубу, не нагревая ее предварительно, можно как с наполнителем, так и без него. Не требуют наполнения песком или канифолью трубы, высота профиля которых не превышает 10 мм.
Нюансы гибки тонкостенных труб малого азмера
Существует еще одна методика, предполагающая использование вместо наполнителя пружины с плотной навивкой витков, которая вставляется во внутреннюю полость профтрубы и защищает стенки изделия от деформации, а также от чрезмерного изменения их толщины в процессе гибки.
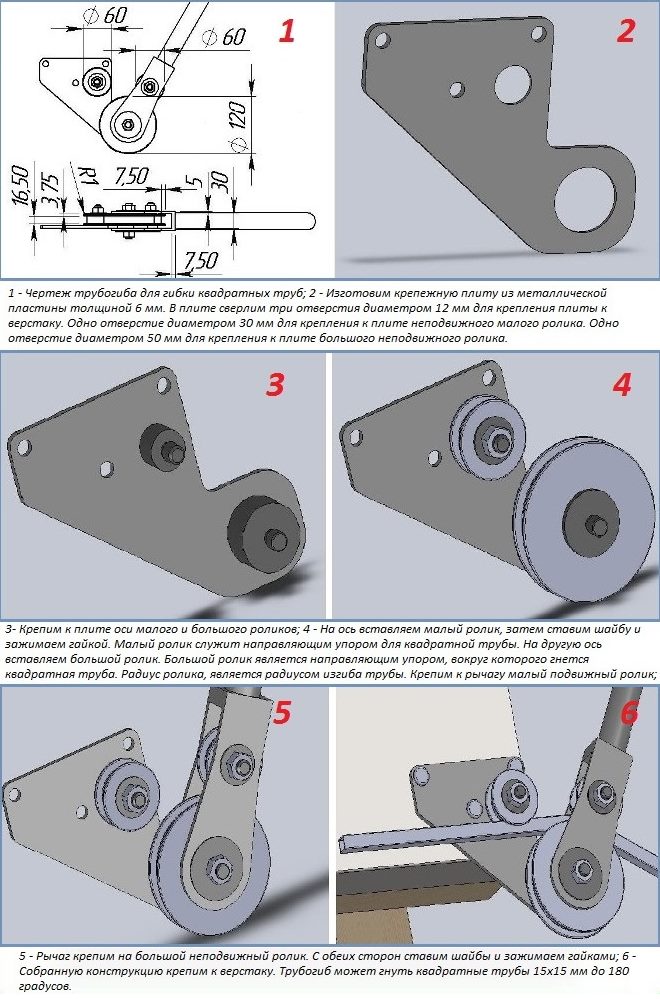
Чертеж и детали механического трубогиба для профильных труб

Конструкция элементарного трубогибочного приспособления проста и доступна для самостоятельного изготовления
Тем, кому надо согнуть своими руками профильные трубы, предварительно не нагревая их, можно воспользоваться обучающим видео и следующими несложными рекомендациями.
- Получать требуемый изгиб на профильных трубах можно с помощью простейших приспособлений – тисков, оправок, гибочных плит.
- Можно использовать ручной трубогиб для изделий с круглым профилем. В этом приспособлении необходимо переделать рабочие ролики, форма выемки в которых должна соответствовать профилю трубы.
- Наиболее эффективно и точно согнуть трубы можно с помощью профилегибочного станка, который можно приобрести или изготовить своими руками.
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.

Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.

Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
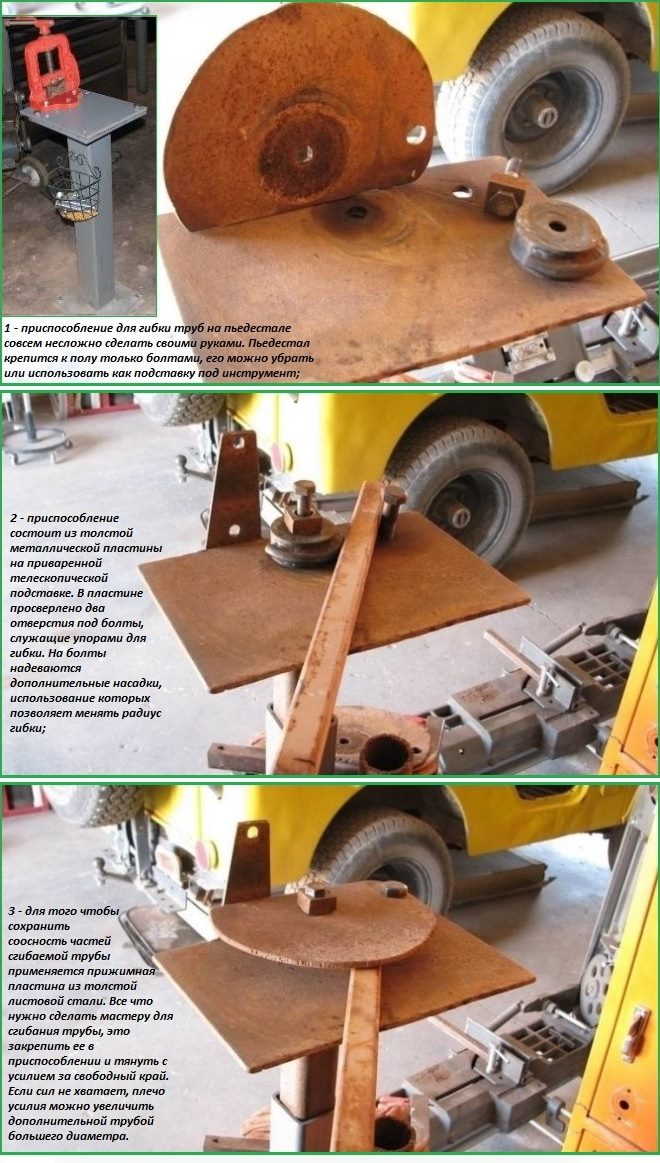
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
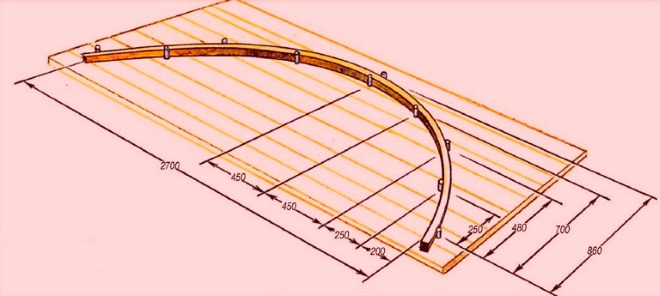
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
В тот момент, когда вы не будете использовать такой модернизированный трубогиб, его пьедестал можно приспособить для выполнения различных слесарных операций.
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.

Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.

Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Очевидно, что вариантов устройств, позволяющих эффективно сгибать профильные трубы для изготовления теплицы, навеса или других конструкций, достаточно много. Рассмотрев эти варианты и выбрав из них тот, который оптимально соответствует вашим возможностям и потребностям, всегда можно обеспечить себя удобным и недорогим трубогибочным устройством.
Как согнуть профильную трубу в домашних условиях без трубогиба
У рядового домовладельца редко есть в наличии специальное оборудование. Поэтому нужно знать, как правильно самому согнуть алюминиевую или стальную трубу для теплицы, козырька (навеса) и других нужд без трубогиба.
Фото – гибка труб без трубогиба
Очень удобно производить данную работу при помощи сварочного инвертора и бытовой болгарки. Для начала разрабатывается чертеж, по нему в дальнейшем будет расчерчиваться и рассчитываться потребный угол. В схеме обязательно точно измеряется закругление.
Пошаговая инструкция от эксперта как гнуть трубы с помощью тисков, болгарки и сварочного аппарата:
- Если планируется загнуть профтрубу полукругом, то на месте предполагаемого сгиба делается при помощи болгарки несколько тонких надрезов;
- Самостоятельно выполнить работу можно, только если предварительно зафиксировать арматуру в зажимных тисках. Когда пропилы выполнены и очищены от стружки, нужно осторожно начинать сгибать трубу;
- После того как кольцо закрылось, нужно отверстия, которые образовались в результате сгибания, заварить сварочным аппаратом. Некоторые мастера используются простые паяльники, если коммуникация имеет небольшой диаметр;
- Чтобы место сгиба было аккуратным, его нужно будет дополнительно прошлифовать и покрыть защитным средством – это поможет предупредить появление коррозии или преждевременного разрушения соединения.
Ровно выгнуть трубу можно при помощи пружины, которая подходит по размеру профильного сечения:
- Коммуникация фиксируется в тисках;
- В отверстие вставляется пружина соответствующего диаметра. Это не даст при сгибании профильной трубе поломаться или принять неправильную форму;
- Для облегчения работы нужно подогреть место стыка и аккуратно вручную перегнуть коммуникацию по нужному диаметру;
- Здесь очень помогают различные подходящие по наклону изделия из металла, скажем, болгарки, арки и т. д.
Аналогичным образом можно попробовать деформировать коммуникацию при помощи песка. Как правильно согнуть трубу для навеса без применения тисков и пружин:
- Нужно застопорить один конец трубки, закрыв его деревянным клином или любой другой затычкой;
- Закрытым концом труба фиксируется в земле или тисках (если есть возможность). Также можно использовать любое другое приспособление, которое позволяет установить коммуникацию;
- После этого нужно засыпать в открытый конец песок и разогреть паяльную лампу;
- Нагретой лампой нужно провести по месту будущего сгиба, после чего аккуратно согнуть трубу в нужную форму. Работать необходимо довольно быстро, т. к. металл после того, как остынет, будет непригодным для обработки.
Видео обучение о том, как загнуть трубу 20 мм без трубогиба с помощью песка
После осуществления изгиба требуется трубу оставить на некоторое время в зафиксированном положении – это поможет материалу закрепить свою новую форму. Если работы проводятся в зимнее время, то мастера выставляют их даже на мороз.
Арка (навес) без трубогиба
Как известно для навеса, например, в форме арки нужна изогнутая профильная труба. Важно сделать так, чтобы дуги получились одинаково изогнутыми, иначе навес не получится. Сейчас мы рассмотрим как это делать без использования станка, трубогиба и других вспомогательных средств такого рода.
Нам понадобится:
- Опора на которой мы будем работать, например, металлический стол;
- В качестве балки можно взять трубу 80 на 60 или 50 на 50 мм длиной 3 метра. Но данный метод универсальный – поэтому какой в итоге у вас будет балка-опора не важно;
- Профильная труба 20 на 20 или 20 на 40 мм, которую мы и будем гнуть.
Порядок действий (пошаговая инструкция):
- Делим опору на 6 равных частей. Тут очень важно – именно на 6 частей в не зависимости от того какой она длины;
- На линиях раздела необходимо приварить стойки строго под 90 градусов к балке. Средняя стойка – 250 мм, самая ближайшая к средней – 250 мм * 0,8888 = 222, 22 мм, а крайняя (самая маленькая стойка) – 250 мм * 0,5556 = 138,9 мм;
Фото: приваренные стойки к балке
- Саму балку закрепляем к металлическому столу;
- Берем трубу, которую мы будем гнуть, кладем на стойки и сдвигаем её относительно балки с припуском 10-15 см, чтобы был рычаг за который можно было бы взяться и изогнуть её вокруг стоек;,
- Привязываем ее к балке веревкой (фиксируем);
Фото: положили профильную трубу на стойки и привязали ее веревкой к балке
- Далее аккуратно изгибаем трубу вокруг стоек и привариваем ее к концам балки сварочным аппаратом.
Фото: вот такую получаем согнутую трубу для навеса
- Дальше делаете необходимое количество таких конструкций (дуг), используете поликарбонатные листы и ваш арочный навес готов!
Важное замечание от эксперта:
В длине стоек и кроется весь секрет сгибания профтруб аркой для вашего навеса. Длины двух стоек образуются от длины средней стойки (у нас 250 мм – вы можете взять другую длину, но не более 250 мм – иначе труба при изгибе может сломаться). Коэффициенты 0,8888 и 0,5556 справедливы при любой длине опоры и центральной стойки.
Видео инструкция о том, как согнуть профтрубы для навеса (арки) без трубогиба
Теперь рассмотрим как гнуть трубу уже с помощью трубогиба
Существует два типа труб:
- Профильные;
- Круглого сечения.
В зависимости от потребностей нужно подобрать определенный вариант, но следует помнить, что работать с арматурами круглого сечения значительно легче, чем с квадратными. Дело в том, что при сгибе углы могут искривиться или сплющиться, к тому же, высокая вероятность появления трещин.
Фото – Теплица из профильных труб
Чтобы согнуть профильную трубу в домашних условиях, нужно работать специальным устройством – трубогибом или профилегибом. Их особенностью является возможность установить коммуникацию в приспособление и зафиксировать её в определенном положении. За счет давления, которое оказывается в равной мере как на внешние углы, так и на внутренние, образуется ровный сгиб без резких перепадов и трещин.
Фото – механический профилегиб
Существует два вида профилегибочного оборудования:
- Ручные;
- Профессиональные автоматические.
Первые представляют собой довольно простое устройство, которое состоит из рабочей поверхности (стола) и ряда роликов. За счет движения роликов труба перемещается по рабочему столу и изменяет свой угол, при этом не искажая нужный полукруг.
Профессиональные приспособления более удобны в использовании, но их стоимость зачастую превышает 20 000 рублей. Они применяются для сложных работ, наиболее часто требуются для производства сложных декоративных металлических элементов. К достоинствам модели можно отнести идеальный радиус, который будет точным буквально до десятой доли. Конечно, при с использованием станка удобнее работать, но в домашних условиях он практически не нужен, т. к. предназначен для обработки большого количества труб за смену.
Фото – ручной трубогиб
Методы гибки профильных труб
Гибка профильной металлической трубы по радиусу проводится холодным и горячим способом. Для облегчения этого процесса рекомендовано применение специальных приспособлений – болванки, трубогибы, станки.
Станок
Гибочный прокаточный станок для профильной трубы можно приобрести или изготовить самостоятельно. При использовании установки проводится гибка металла холодным способом. Станок может быть полуавтоматическим и автоматическим. При использовании второго из них обеспечивается качественный прогиб трубы.
 Готовый металлопрокат
Готовый металлопрокат
Вальцы для гибки металла – это устройство, которое имеет две составляющие – металлическую станину и подающие вальцы. Ручной инструмент применяется для изгибания изделий небольшого диаметра. Гидроприводные вальцы используются, если профтруба имеет толстую стенку, а ее диаметр более 10 миллиметров.
Трубогиб
Инструмент позволяет согнуть металлическую профильную трубу в домашних условиях правильно. Принцип работы оборудования основан на оказании большого давления на одну или несколько точек, что обеспечивает ее изгиб. Инструмент имеет компактные размеры, что упрощает процесс его использования в домашнем хозяйстве. Существуют ручные и гидравлические трубогибы. Второй вариант агрегатов имеет больший коэффициент полезного действия. Производятся электрические аналоги, которые упрощают процесс изгибания металла и не требуют участия мастера. При одноразовом проведении процедуры их покупка нецелесообразна.

Трубогиб
Трубогиб придает трубе плавности линий. В металлоизделие засыпается мелкий песок, а его отверстия закрываются с двух сторон деревянными пробками или простым брусом. При выборе пробки рекомендуется следить за тем, чтобы ее длина в два раза превышала радиус. Это устранит возможность деформации профтрубы. Далее с двух концов просверливаются небольшие отверстия, с помощью которых обеспечивается выход газа. В местах будущего изгиба делается разметка. Затем проводится прогревание необходимого участка и загиб.
Болванка
Этот способ используется при большом радиусе изгиба металлоизделия. Место изгиба пользователь нагревает паяльной лампой. Предварительно берется проволока, диаметром 1-4 миллиметра, и сделать из нее пружину, которая надевается на место изгиба. После разогрева профтрубы ее сгибают болванкой, которая имеет радиус равен изгибу.

Форма металлоизделий после изгибания болванкой
Холодные способы гибки
Это простой способ, который применяется только при отрицательных температурах. Берется отрезок и с одной стороны надевается пробка. В другой конец металлоизделия заливается вода. Конструкцию оставляют на морозе до тех пор, пока вода внутри не замерзнет. После этого проводится гибка любым инструментом. Этот способ применяется, если материал – дюраль, медь латунь и другие мягкие металлы.
Перед применением способа рекомендуется следить, чтобы толщина стенки была не более 1 миллиметра, а диаметр – не более 8 миллиметров.
Метод резки
Предварительно рекомендуется точно рассчитать радиус закругления. С трех столон рекомендовано сделать метки-пропилы. Далее с применением инструмента проводится аккуратное сгибание. В местах пропилов труба заваривается сваркой.

Метод резки
С применением песка и соли
В металлопластиковую трубу засыпается песок или соль, которые предварительно разогреваются. После прогрева отрезка его сгибают в соответствии с шаблоном заданного радиуса.

Форма после использования соли и песка
Как осуществляется гибка трубы по радиусу
Согнуть профильную трубу по радиусу для теплицы можно несколькими способами. Если необходимость в проведении манипуляции появляется редко, то используется ручной трубогиб. Изгибание проводится холодным и горячим методом. Оборудование для гибки состоит из оправы, которая имеет ролик. Он перемещается по основе, в результате чего проводится гибка материала.
Перед гибкой определяется радиус инерции профтрубы круглого или квадратного сечения. При выборе инструмента мастер должен руководствоваться рекомендациями специалистов:
- Для изгибания используется рычажное устройство, с помощью которого может создаваться поворот до 90 градусов.
- При использовании рычажного приспособления рекомендовано использовать металлоизделия из гибкого материала – меди, алюминия, стали-нержавейки. Их диаметр должен составлять не более 20 миллиметров.
- Арбалетные трубогибы имеют болен сложную конструкцию, что требует укладывать изделие в две опоры, проворачивающиеся вокруг своей оси.
- Если сечение составляет менее 10 сантиметров, то можно использовать арбалетные установки для изгибания металла под углом 90 градусов.
- Для обеспечения простоты манипуляции рекомендуется предварительно место изгиба нагреть или охладить.
- Если гибка проводится методом вальцевания, то рекомендовано применение оборудования, которое имеет три валка.
Давление на заготовку при гибке проводится различными видами штоков – гидравлическими с ручным приводом, винтовыми механическими, гидравлическими с электрическим приводом.
Как сделать ручной станок для гибки по чертежам своими руками
Перед тем, как делать станок своими руками, рекомендовано ознакомиться с его чертежом. Он состоит из:
- транспортера;
- станины;
- струбцины;
- верхнего ролика;
- кронштейна, который имеет направляющие уголки.
Все перечисленные элементы изначально собираются по отдельности, а после этого – в единое целое. Перед выполнением сборки рекомендуется приобрести элементы конструкции станка. Выполнение работ по сборке инструмента требует использования сварочного аппарата и других инструментов.

Самодельная установка
Станина по своему виду напоминает обычный стол или верстак. Ее ножки делают из швеллера или отрезка изделия, диаметр которой составляет более 10 сантиметров. Ножки соединяются с поверхностью стола с применением сварки, что обеспечит надежность крепления.
Транспортер состоит из двух роликов, которые располагаются с двух сторон станины. Его сборка проводится в соответствии с чертежами. Звездочку цепной передачи прочно фиксируют на валах, а после этого устанавливают натяжной механизм, который включает в свою конструкцию аналогичную звездочку.
Прижимной механизм изготавливается из простой струбцины. После установки всех элементов конструкции проверяется работоспособность прокатных роликов и механизма в целом. Испытания проводятся с применением труб различного диаметра. Перед процедурой проводится расчет параметров – угла и места изгиба. Качественная работа инструмента гарантируется, если расчеты и полученные результаты совпадают с точностью до миллиметра.

Готовый агрегат
На завершающем этапе на станину фиксируется прижимной механизм и транспортер. Для этого используются саморезы, которые ввинчиваются шуруповертом. Проводится проверка работоспособности инструмента.
Рекомендации и возможные ошибки
При изготовлении инструмента своими руками пользователь руководствуется рекомендациями специалистов:
- При сборке транспортера рекомендуется внимательно выполнить установку звездочки цепной передачи, так как ее неправильная фиксация становится причиной поломки оборудования.
- Во время изготовления прижимного механизма рекомендовано строгое соблюдение всех основных размеров, которые указываются в чертежах. При наличии отклонений неневозможно гарантировать точность радиуса изгиба труб.
- После изготовления инструмента за ним рекомендуется обеспечить соответствующий уход, что положительно отобразится на длительности эксплуатации.
- В процессе использования инструмента отслеживается работоспособность всех его частей, а также ограничивается возможность негативного воздействия факторов окружающей среды.
- На состояние устройства негативно влияют осадки, поэтому рекомендовано обеспечить качественную защиту прокатных роликов от влаги. В противном случае будет появляться ржавчина, что негативно отобразится на работе оборудования.
- После работы со станком проводится его очистка от пыли, грязи и песка.
- Если трубогибный станок имеет электрический привод, то для обеспечения его высокой производительности и эффективности в работе рекомендовано регулярное обеспечение профилактики и обслуживания.
Гибка металла – это универсальная процедура, которая позволяет сгибать профтрубы под определенным узлом. При небольшом радиусе можно провести манипуляцию вручную. Если труба имеет толстую стенку и внушительный радиус, то рекомендуется пользоваться трубогибом, который можно приобрести или сделать своими руками.
Виды станков для гибки профильной трубы
Существует много модификаций оборудования для изменения конфигурации профильных труб. Связано это с минимальным радиусом изгиба. Если пренебречь этим важным параметром, в месте изгиба произойдет изменение прочностных характеристик материала в худшую сторону. Также нужно знать некоторые технологические тонкости гибки металлических труб и учитывать их во время работы.
При выборе конструкции к учету берут материал заготовки, диаметр, толщину стенок.
Классификация гибочных станков по типу привода
В зависимости от типа привода станки, предназначенные для гибки любых труб, бывают ручными, электромеханическими и гидравлическими.
Ручные. Это предельно простые механизмы, доступны для самостоятельного изготовления даже человеку, не посвященному в тонкости работы с металлом.
Ручной, изготовленный своими руками, станок для гибки профильной трубы — незаменимый помощник при изготовлении каркасов, декоративных элементов, самостоятельном монтаже системы вентиляции
Электромеханические. Такой станок имеет привод в виде электродвигателя — шагового или обычного, подключенного через нижний редуктор. Последнее решение обеспечивает высококачественный изгиб за счет правильного распределения напряжений.
Устройство механизма непростое, чтобы его изготовить, нужны специальные знания и хоть немного профессионализма.
Профилегибочный станок с электроприводом в большинстве случаев имеет вид 3-валовой конструкции. Профильную трубу пропускают между роликами. Элемент, находящийся по центру, может менять свои координаты по вертикали. При вращении центрального вала профилированная труба меняет свою геометрию
Гидравлические. Привод в этой модели ручной. В отличие от простой ручной конструкции, здесь в схему включен гидроцилиндр, что значительно снижает, прикладываемые при гибке, мускульные усилия.
Вальцы дают возможность гнуть профильную трубу в любом нужном направлении. Ручной профилегиб с гидравликой при своем небольшом весе может согнуть трубный сортамент шириной до 10 см.
Гидравлический цилиндр профилегибочного станка оказывает давление на поверхность трубы путем механического воздействия. Это заставляет двигаться шток цилиндра. В результате возникающей нагрузки, изделие деформируется. Давление в поршне может повышаться двумя способами — вручную и при помощи электронасоса
Виды трубогибов по способу установки
Существует деление профилегибов и в зависимости от способа установки. Различают оборудование стационарное, переносимое и носимое. Стационарные станки могут иметь вид как простой бетонной плиты со стержнями, так и солидного оборудования.
У компактных переносимых трубогибов имеется опорная стойка, а у носимой модели опоры нет, ее подбирают каждый раз во время использования оборудования.
Классификация станков по методу изгиба
От способа изгиба будет зависеть конструкция профилегиба и его производительность. Существует 3 метода гибки. Первый — выдавливание, когда геометрию профильной трубы меняют при помощи деформирующего ролика, выполняющего роль пуансона. Матрица в этом случае отсутствует.
Для выполнения операции требуются 2 прочные опоры с противоположных сторон изгиба, которые и выполняют роль матрицы. В качестве таких опор используют поворотные башмаки или ролики.
Поскольку усилие нарастает постепенно и постоянно имеет перпендикулярное направление по отношению к трубе, способ дает возможность получить хороший конечный результат. Применим метод только для работ в небольшом объеме.
Второй — прессование. Для получения гиба используют принцип слесарных тисков — отрезок трубы размещают между матрицей и пуансоном.
Профили последних для получения качественного изгиба должны в точности повторять геометрию детали. А также в расчете необходимо учесть остаточную деформацию металла. В домашних условиях этот способ применим, когда большой точности не требуется.
Третий — прокатка — универсальный способ, применяемый для гибки как тонкостенных, так и толстостенных труб. Гиб получают путем протягивания заготовки между роликами — одним вращающимся и двумя опорными.
Станок для изменения формы профильной трубы способом прокатки состоит из трех цилиндрических валиков, цепи, привода и основы. Диаметр валиков должен соответствовать параметрам деформируемой профильной трубы
Независимо от выбранной конструкции, при самостоятельном изготовлении станка для гибки труб, необходимо учитывать рекомендации специалистов. Выбирая материал для станины, нужно исходить из того, что толщина металла должна составлять не меньше 1/6 ширины профилированной трубы.
Так, если предстоит гнуть трубу, имеющую в сечении прямоугольник с параметрами 50 х 25 мм, то чтобы избежать деформации станины в процессе гибки, нужно взять швеллер или уголок толщиной не менее 10 мм. Опорная плита и пуансон с матрицей по толщине должны быть в 2 раза больше.
Оптимальный диаметр роликов — минимум утроенные размеры сечения. Полка швеллера и уголка, взятых для изготовления станины, должна быть в 2 и 3 раза больше ширины трубы соответственно. Если предстоит работа по гибке профильных труб прямоугольного сечения 50 х 25 мм, нужен швеллер 100 х 10 или уголок 150 х 10.
Изготавливаем гидравлический трубогиб
Рассмотрим схему станка с гидравлическим приводом, где изгиб происходит за счет продавливания профильной трубы по центру пуансоном, зафиксированным на поднимающемся штоке. В результате тесного контакта заготовки, опирающейся на два стационарных ролика, с подвижным пуансоном, последняя принимает его очертания.
Такой станок называют арбалетным из-за схожести очертаний пуансона с формой арбалета. Основные его детали – основание (1), гидравлический домкрат (2), пуансон (3) и крепеж в виде болтов. Компоновку узлов станка выполняют согласно эскизу
Для разметки рабочей поверхности прокладывают вертикальную ось и на указанном на чертеже расстоянии от края и оси, отмечают место нахождения нижних отверстий. Затем отмечают точки расположения верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией центра этих отверстий и откладывают на ней равные отрезки.
Оси промежуточных отверстий будут находиться на пересечении сделанных отметок с наклонной осью. Отверстия на рабочей поверхности нужны для возможности регулирования радиуса изгиба профильной заготовки. Так как рабочая поверхность состоит из двух зеркально расположенных деталей, вторую размечают так же.
Высоту станка определяют параметры домкрата и расстояние, обозначенное на чертеже символом «а». Чтобы согнуть профильную трубу шириной 15 мм этот промежуток в нерабочем состоянии домкрата примерно должен равняться 20 мм.
В этой конструкции усилие, передаваемое пуансоном, сконцентрировано в верхней его части. В результате такого воздействия наружный радиус трубы подвергается растяжению, что может вызвать истончение стенки, а в отдельных случаях и разрыв. Поэтому для деформации тонкостенных заготовок этот станок использовать не рекомендуют.
Прокатный трубогиб своими руками
На таком оборудовании заготовка приобретает заданную форму путем прокатки. В условиях домашней мастерской проще изготовить 3-роликовую конструкцию с ручным приводом. Рассмотрим два варианта подобных станков.
Вариант станка с поворотной платформой
Принцип устройства такого станка для гибки труб с сечением, отличным от круглого, следующий:
- Основная станина связана через шарнирное соединение с поворотной платформой, которая и задает угол загиба.
- Платформу приводит в движение домкрат, упирающийся в нее рабочим штоком.
- Протяжка профиля осуществляют путем вращения рукоятки, находящейся на промежуточном валу.
Для изготовления основания станка и стоек потребуется швеллер с высотой стенки от 150 до 200 мм в количестве около 3 м. В качестве обойм для подшипников, основы вальцев, подойдет стальная труба с внутренним диаметром равным внешнему диаметру подшипников, которую делят на 6 коротких отрезков.
Поворотная платформа не единственный вариант регулирования параметров изгиба профильной трубы, это можно осуществить при помощи крайних вальцов. Для этого в опорных пластинах и швеллере проделывают отверстия, чтобы элементы были подвижными. Подымать крайнюю платформу можно любым домкратом, который найдется в хозяйстве
Из швеллера выполняют основу и две платформы. Отступив от одной из сторон около 0,5 м, приваривают вертикальную стойку из того же швеллера. Для этого два отрезка спаривают, чтобы стойка получилась прочной.
Строго соблюдая горизонтальность, монтируют стационарную платформу, а к ней приваривают заднюю стойку. Далее, берут отрезок профильной трубы и наращивают ограничители высотой не меньше, чем толщина профильной трубы, деформацию которой предполагают выполнять на изготавливаемом станке.
Направляющую платформу соединяют с основной станиной посредством дверных петель. На наращенные ограничители и края обеих платформ посредством сварки монтируют подшипники и усиливают конструкцию уголками. Валы вставляют в подшипники, а к среднему крепят ручку.
Под краем направляющей платформы устанавливают домкрат и закрепляют его на основе при помощи болтового соединения.
Прокатный станок с тремя роликами
На этом станке трубу укладывают на ролики, расположенные по бокам. Верхний подвижный ролик опускают на изделие сверху и таким путем фиксируют его. Далее, вращают ручку и через цепь передают движение валам. Труба протягивается и меняет свою геометрию.
Постепенно усиливая нажим путем закручивания прижимного болта, и протягивая заготовку, добиваются изгиба трубы под необходимым углом.
Профилегибочный трехроликовый станок оснащен тремя роликами. Подсоединив к такому станку электродвигатель мощностью 1,5 кВт, можно гнуть трубы сечением до 8 см за один раз
Чтобы изготовить станок, работающий по такой схеме, необходимо заготовить полку и профильный металлический прокат для каркаса, валы, 4 прочные пружины, цепь, подшипники, крепеж, другие детали. Для крепления подшипников потребуется 3 вала с параметрами, соответствующими звездочкам и подшипникам.
Два вала предназначены для бокового размещения, а третий (прижимной) — для подвешивания на пружинах. Эти элементы, скорее всего, придется заказать в мастерской, а остальное можно выполнить собственноручно.
В состав прижимного вала входят подшипники, шестерни и кольца. В кольцах нарезают резьбу под зажимные болты и делают пазы. В полках из швеллера выполняют посадочные места под прижимной вал. На заключительном этапе собирают конструкцию начиная с установки каркаса.
После, прижимной вал на пружинах, присоединенный к полке посредством шпоночного соединения, подвешивают. Опорные валы устанавливают по бокам и натягивают между ними цепь, применяя в качестве держателя магнитный уголок.
На один из них крепя ручку с поворачивающейся трубкой, затем выполняют работы по монтажу домкрата. Присоединяют его к платформе болтами и сваркой.
При монтаже подвесного вала соблюдают определенную последовательность: сначала устанавливают его на полку, к ней приваривают гайки под пружины, переворачивают площадку и подсоединяют к пружинам. Следует учесть, что с увеличением расстояния между роликами, усилия, прилагаемые для изгиба, уменьшаются.
На нашем сайте есть еще несколько статей, где подробно описаны варианты самодельных устройств для гибки профильных труб, рекомендуем ознакомиться:
- Как соорудить трубогиб профильной трубы своими руками: обзор лучших самоделок
- Как сделать трубогиб своими руками: примеры лучших самоделок
Как изогнуть профильную трубу простым способом?
Самое примитивное приспособление для изменения очертаний профильной трубы — использование деревянного шаблона. Применить его можно в случае гибки тонкостенных труб из стали или алюминия. Для изготовления такого импровизированного станка берут доски, скрепляют их между собой любым способом и выпиливают шаблон.
Шаблон лучше делать съемным, тогда можно изготовить их несколько с разными радиусами. Его не обязательно делать из дерева, заменить его можно и металлическими крючками, расположив их по прорисованному контуру
В месте соприкосновения с трубой толщина шаблона должна быть больше, чем высота сечения профильной трубы на несколько сантиметров. Край шаблона выполняют с наклоном, иначе труба может соскользнуть.
Конструкцию снабжают упором и крепят к какому-нибудь устойчивому основанию. Трубу помещают между плоскостью шаблона и упором и начинают гнуть материал, начиная с края трубки. Если начать процесс изгиба с центра, то тонкостенная труба может сплющиться.
В трубу можно вставить металлический стержень диаметром равным проходному сечению трубы, а можно просто взять отрезок трубы и надеть его на коне заготовки. В любом случае так будет удобней.
Более подробно о том, как согнуть профильную трубу без специального оборудования, читайте в этом материале.
По такому же принципу изготавливают более мощные станки. В этом случае усилие создают при помощи лебедки, а трубу закрепляют покрепче, чтобы не сорвалась.